Eutéctico refere-se ao fenômeno de fusão eutéctica na solda eutéctica a temperaturas relativamente baixas. Ligações eutécticas mudam diretamente do estado sólido para o líquido, sem passar pela fase plástica, e sua condutividade térmica, resistência, força de cisalhamento, confiabilidade, etc., são superiores à colagem epóxi tradicional.
A soldagem eutéctica é amplamente utilizada na soldagem de dispositivos de alta frequência, alta potência e dispositivos LED com altos requisitos de dissipação de calor, devido às suas vantagens de alta força de soldagem, forte força de cisalhamento, baixa resistência de conexão e alta eficiência de transferência de calor.
A máquina convencional de montagem de superfície automática possui um intervalo de controle de pressão de 10-250g e pode ser programada e controlada para cada posicionamento. Ela também possui um sistema de feedback de pressão em tempo real, um método de aquecimento por pulso e um sistema de detecção de temperatura em tempo real. A limpeza dos materiais brutos utiliza uma máquina de limpeza UV ultravioleta e uma máquina de limpeza a plasma BT.
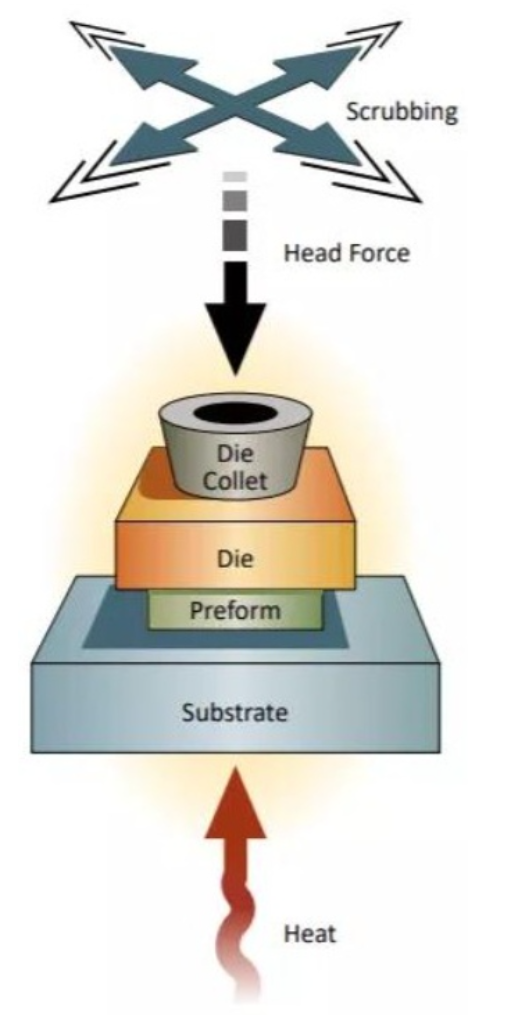
A máquina coloca primeiro o suporte, a placa de solda e o chip na mesa de aquecimento por pulso, na sequência, e utiliza orifícios de sucção a vácuo ou fixadores para segurar o suporte. Quando o suporte é colocado na bancada quente, gás nitrogênio começa a ser liberado ao redor da bancada quente. Quando o chip é colocado sobre a placa de solda, a bancada quente começa a aquecer de acordo com a curva de temperatura definida. Após a solda derreter, a cabeça de sucção arrasta o chip para umedecer completamente a solda. Parâmetros como frequência de arrasto, trajeto, amplitude, pressão, entre outros, podem ser ajustados. Após a solidificação da solda resfriada, a máquina coloca automaticamente os chips sinterizados de volta na caixa de waffle.
Para materiais experimentais, diferentes tamanhos de liga de ouro e estanho foram cortados mecanicamente usando uma máquina de corte, seguido por limpeza ultrassônica com álcool.
O portador adota a forma 1:2:1 de Cu/Mo/Cu, com Ni, Pd e Au esputerados na superfície. Antes da aplicação, ele passa por um processo de secagem ultrasônica com álcool, limpeza ultravioleta e limpeza por plasma para uso em backup.
O chip adota o chip de potência GaAs. Após a preparação dos materiais experimentais, eles são colocados na forma de uma caixa de waffle na plataforma de alimentação da máquina de montagem superficial. Em seguida, a curva de temperatura, pressão, arranhões e outros parâmetros são controlados por meio de programação. Todo o processo eutéctico é automaticamente concluído pela máquina de montagem superficial, reduzindo a influência de fatores humanos. Medir a força de cisalhamento após a conclusão do processo eutéctico.
Resultados experimentais :
Configuração da curva de temperatura eutéctica:
A curva de temperatura eutéctica inclui principalmente três fases: fase de pré-aquecimento, fase eutéctica e fase de resfriamento. A função principal da fase de pré-aquecimento é remover a umidade interna do dispositivo e reduzir o estresse de desajuste térmico; A fase eutéctica é responsável principalmente pela formação da camada de liga fundida eutéctica e é a fase mais importante no processo de soldagem eutéctica; A fase de resfriamento é o processo de resfriamento do dispositivo após a conclusão da etapa eutéctica, e a temperatura e taxa de resfriamento afetarão a magnitude do estresse residual dentro do dispositivo. A curva de temperatura típica está mostrada na Figura 1.
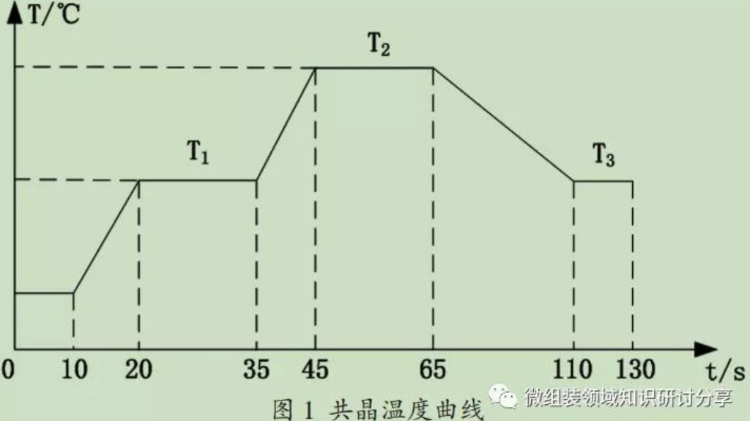
T2 é 30-60 graus mais baixo, T2 é a temperatura eutéctica, T3 é a temperatura de resfriamento, que pode ser ajustada para 200-260 graus. Devido ao impacto significativo da temperatura eutéctica T2 na qualidade da camada eutéctica, foi realizado um experimento comparativo de fator único para determinar T2. A análise dos resultados do experimento mostra que quando a temperatura da mesa quente é de 320 graus, a liga soldante está completamente derretida e a solda eutéctica pode ser realizada. Para aumentar a umidade e a fluidez da liga de ouro estanho, a temperatura eutéctica é definida entre 320-330 graus durante a soldagem eutéctica de ouro estanho.
Além disso, para o tempo de manutenção da temperatura eutéctica T2, foram realizados experimentos comparativos utilizando microscopia eletrônica de varredura para observar a microestrutura da camada eutéctica em diferentes tempos de T2. Os resultados do experimento estão mostrados na Figura 2.
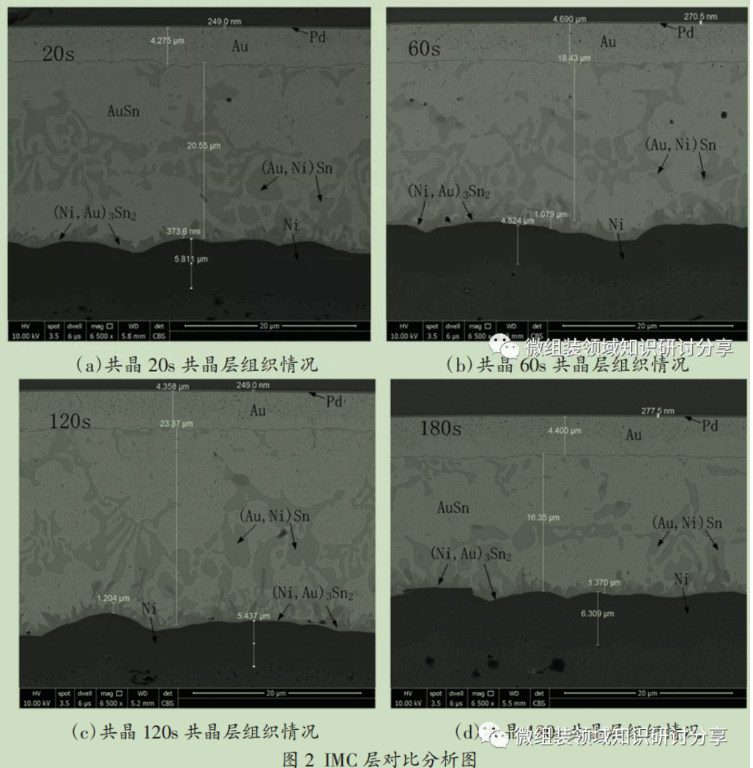
Por meio de análise comparativa, foi constatado que, com o aumento do tempo eutéctico, a espessura da camada IMC aumentou gradualmente de 0,373 μm para 1,370 μm, e o crescimento da espessura IMC desacelerou após 160 segundos de eutecnia. De acordo com a análise espectral de energia, forma-se uma camada composta IMC de (Au, Ni) Sn e (Ni, Au) 3Sn2 na interface entre a liga e o níquel. A análise mostra que durante o processo eutéctico, o elemento Ni da liga difunde gradualmente para a camada de liga Au Sn, causando um aumento gradual da camada (Au, Ni) Sn, com pequena quantidade de sólido de Ni dissolvido na estrutura da liga, levando ao crescimento da camada IMC.
A conexão de metais heterogêneos na solda eutéctica requer IMC, portanto, uma certa espessura da camada de IMC pode ajudar a melhorar a qualidade da solda. No entanto, a camada de IMC é um composto frágil, e uma camada de IMC excessivamente grossa pode reduzir significativamente a resistência ao cisalhamento da solda. Para garantir a formação de uma espessura adequada da camada de IMC, o tempo total de eutectoides é controlado em 2-3 minutos, com tempo de fusão eutéctica de 15-30 segundos. nessas condições, a espessura da camada de IMC pode ser controlada entre 0,3-0,9 µm, e a resistência ao cisalhamento do chip eutéctico excede 9,15 Kgf.
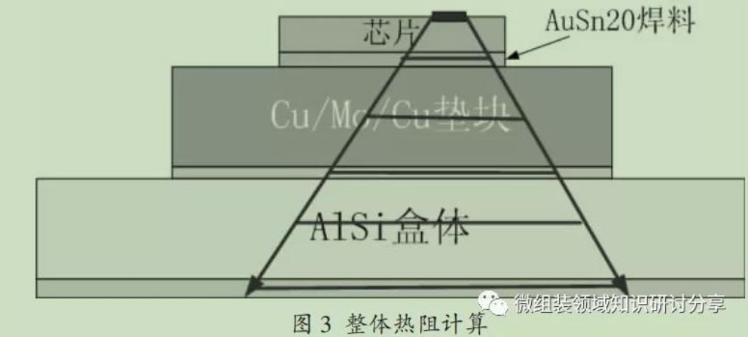
A vantagem da solda eutética em relação ao vínculo com epóxi está em sua menor resistência térmica, que pode atender aos requisitos de dissipação de calor dos chips de alta potência. Portanto, a resistência térmica da solda eutética é muito importante. A resistência térmica das estruturas de solda eutética pode ser analisada usando a fórmula de resistência térmica: R = h/K.S, onde R é o valor da resistência térmica, h é a espessura da camada de solda, K é a condutividade térmica da solda AuSn20 e S é a área da seção transversal da solda;
Para a resistência térmica da estrutura geral, o modelo é mostrado na Figura 3. O processo de análise é calculado com base na transferência de calor por difusão na área ativa, de acordo com um plano de difusão de 45 graus, e a área da seção transversal é calculada com base na área efetiva, ou seja, no plano do produto comprimento-largura da seção intermediária da superfície trapezoidal.
Aviso: O conteúdo deste artigo é proveniente de Micro Assembly (um seminário de conhecimento e compartilhamento na área de montagem microscópica). Os direitos autorais do texto, materiais, imagens e outros conteúdos pertencem ao autor original. O conteúdo reproduzido neste site é para que todos possam compartilhar e aprender. Se os direitos legítimos e interesses do autor original forem violados, por favor, avise-nos imediatamente e arranjaremos a remoção do conteúdo relevante.
Guangzhou Minder-Hightech Co., Ltd.
Direitos Autorais © Guangzhou Minder-Hightech Co.,Ltd. Todos os Direitos Reservados
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





