Евтектичність відноситься до явища евтектичного плавлення у евтектичному солі при відносно низьких температурах. Евтектичні сплави безпосередньо перетворюються з твердого стану в рідинний, не проходячи через пластичну стадію, а їх теплопровідність, опору, сhear force, надійність тощо кращі, ніж у традиційного епоксидного з'єднання.
Евтектичне зварювання широко використовується для зварювання високочастотних, високоможних пристроїв і пристроїв LED з високими вимогами до відведення тепла завдяки перевагам високої міцності зварювання, сильного shear force, низької опору з'єднання та високої ефективності передачі тепла.
Традиційна автоматична машини для поверхневого монтажу має діапазон керування тиском 10-250 грам, і може бути програмованою та керованою для кожного розміщення. Вона також має систему реального часу зворотнього зв'язку тиску, метод пульсуючого нагріву та систему детекції температури в реальному часі. Очищення сировини виконується за допомогою UV ультрафіолетової машини для очищення та BT плазменної машини для очищення.
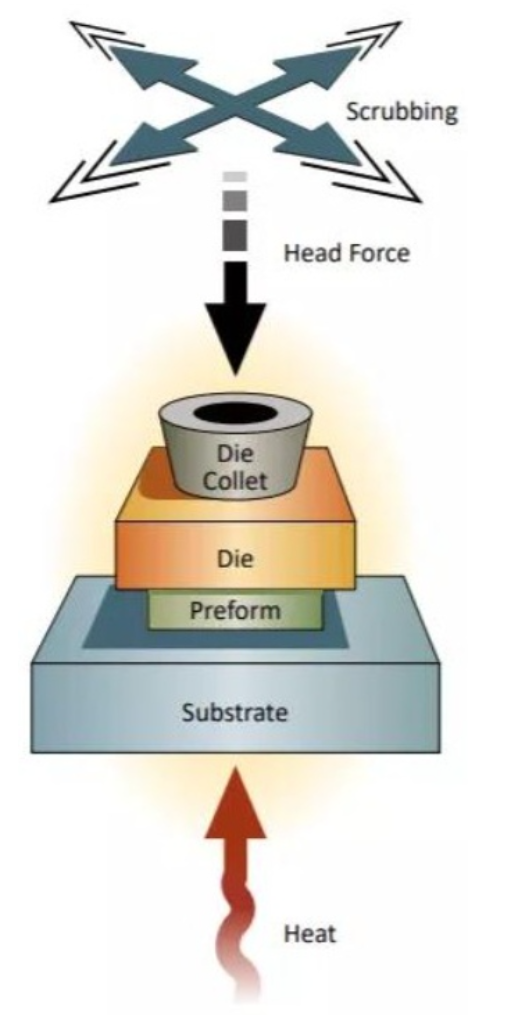
Машина спочатку розміщує носій, пастову площину і чип на пульсуючому гріючому столі у послідовності, використовуючи вакуумні отвори або фіксаційні пристрої для закріплення носія. Коли носій поміщений на гарячий етап, навколо гарячого етапу починає викидуватися азотний газ. Коли чип поміщений на пастову площину, гарячий етап починає гріти за заданою температурною кривою. Після того як солдер розплавиться, присосковий головок скребе чип, щоб повністю намочити солдер. Параметри, такі як частота скребення, шлях, амплітуда, тиск тощо, можуть бути встановлені. Після того як охолоджений солдер затвердіє, машина автоматично повертає спекені чипи до вафельного ящика.
Щодо експериментальних матеріалів, різні розміри золото-свинцевого солдера механічно розрізалися за допомогою різального пристрою, після чого проводилося алкоголемна ультразвукова очистка.
Носій має форму 1:2:1 Cu/Mo/Cu, з Ni, Pd та Au, нанесеними на поверхню методом сплутування. Перед використанням його піддають процесу ультразвукового сушіння алкоголем, очищення ультрафіолетом та плазменного очищення для подальшого застосування.
Чип використовується на основі GaAs потужного чипу. Після підготовки експериментальних матеріалів, їх розміщують у формі вафельної коробки на платформі для заправки поверхневої монтажної машини. Потім температурна крива, тиск, скребіння та інші параметри керуються через програмування. Увесь евтектичний процес автоматично виконується поверхневою монтажною машиною, що зменшує вплив людських факторів. Вимірюється сили розтину після завершення евтектичного процесу.
Результати експерименту :
Налаштування кривої температури евтектичного процесу:
Крива температури евтектичного сплавлення головним чином включає три етапи: етап попереднього нагріву, етап евтектики та етап охолодження. Основна функція етапу попереднього нагріву полягає у вилученні водяних парів зсередини пристрою та зменшенні термічного стресу розподілу; Етап евтектики головним чином відповідає за утворення розплавленого сплаву шару евтектики і є найважливішим етапом у процесі евтектичного зварювання; Етап охолодження є процесом охолодження пристрою після завершення евтектики, а температура та швидкість охолодження впливатимуть на величину залишкового стресу всередині пристрою. Типова температурна крива показана на рисунку 1.
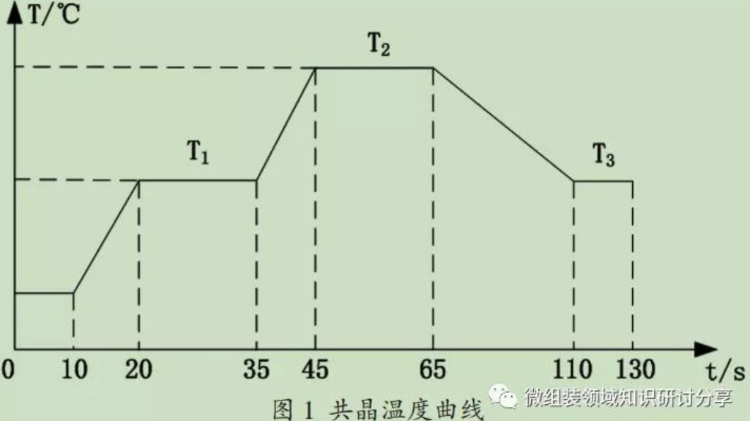
T2 на 30-60 градусів нижча, T2 є температурою евтектики, T3 є температурою охоложення, яку можна встановити у діапазоні 200-260 градусів. У зв'язку з значним впливом температури евтектики T2 на якість шару евтектики було проведено експеримент з порівнянням одного фактора для визначення T2. Аналіз результатів експерименту показує, що коли температура гарячого столу становить 320 градусів, спая повністю розплавляється та можливо провести евтектичне з'єднання. Щоб підвищити мокруючу здатність та текучість золото-свинцового спая, температура евтектики встановлюється на рівні 320-330 градусів під час золото-свинцової евтектичної зварювання.
Крім того, щодо часу задержки температури евтектики T2 були проведено порівняльні експерименти, використовуючи скануючий електронний мікроскоп для спостереження мікроструктури шару евтектики при різних часах T2. Результати експерименту зображено на рисунку 2.
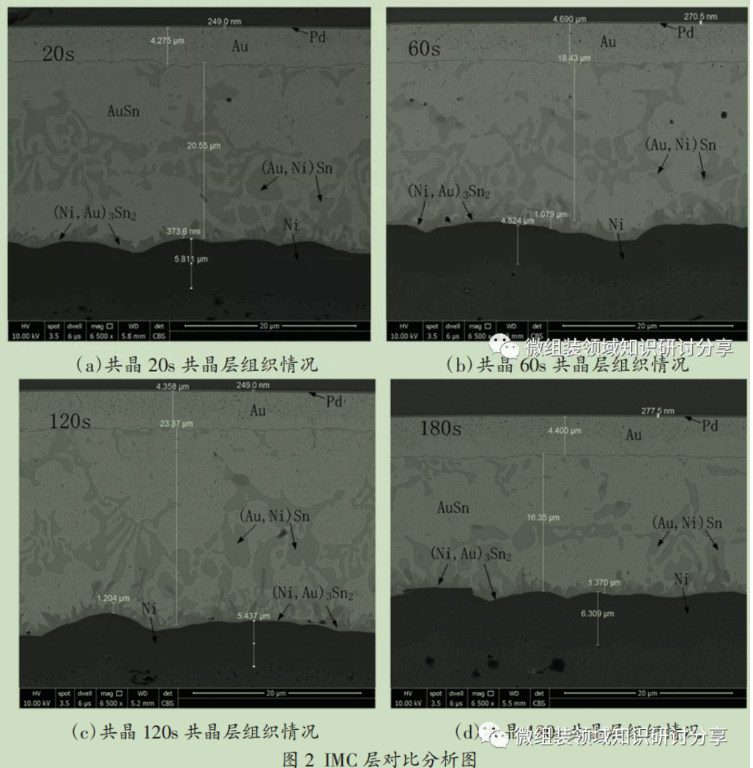
За допомогою порівняльного аналізу було виявлено, що з збільшенням часу евтектики товщина шару IMC поступово зростає від 0,373 мкм до 1,370 мкм, а після 160 секунд евтектики рост товщини IMC сповільнюється. За даними енергоспектрального аналізу утворюється складний шар IMC, що складається з (Au, Ni) Sn і (Ni, Au) 3Sn2 на межі плавлення солда/никелю. Аналіз показує, що під час процесу евтектики елемент никелю поступово дифондує у шар золото-свинцового сплаву, що призводить до збільшення шару (Au, Ni) Sn з невеликою кількістю твердої дисолюції Ni у структурі сплаву, що, у свою чергу, призводить до зростання шару IMC.
Сполучення різноманітних металів у евтектичній зварці потребує МДК (міжметалургічної化合物), тому певна товщина шару МДК може допомогти покращити якість зварювання. Проте, шар МДК є хрупким сполуком, і занадто велика товщина шару МДК може значно зменшити межковий натиск зварки. Щоб забезпечити утворення відповідної товщини шару МДК, загальний час евтектики керується на рівні 2-3 хвилини, з часом евтектичного розплавлення 15-30 секунд. У цих умовах товщина шару МДК може бути контролювана між 0,3-0,9 мкм, а межковий натиск евтектичного чипа перевищує 9,15 кгс.
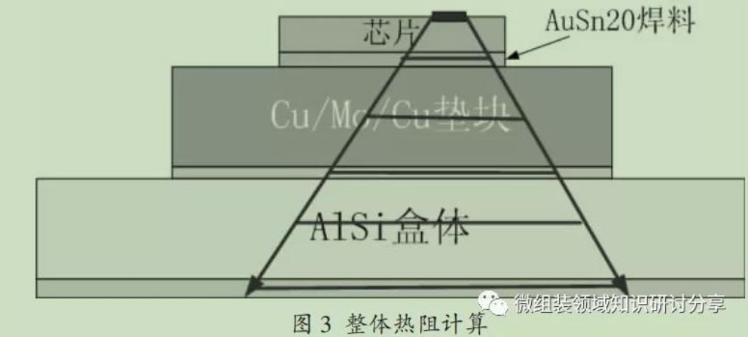
Перевага евтектичного з'єднання перед епоксидним склеюванням полягає в його нижчому тепловому опору, що може задовольняти вимогам до відведення тепла високомощивих чипів. Отже, тепловий опір евтектичного з'єднання дуже важливий. Тепловий опір структур евтектичного солда можна проаналізувати за допомогою формули теплового опору: R = h/K.S, де R - це значення теплового опору, h - це товщина шару солда, K - це коефіцієнт теплопровідності солда AuSn20, а S - це площу перерізу солда;
Щодо загального структурного теплового опору, модель показана на рисунку 3. Процес аналізу обчислюється на основі дифузійної передачі тепла в активній зоні, згідно з планом дифузії під кутом 45 градусів, а площу перерізу обчислюють на основі ефективної площі, тобто плану продукту довжини і ширини середньої частини трапеційної поверхні.
Зауваження: Зміст цього матеріалу взятий з Micro Assembly (семінару та обміну досвідом у галузі мікрозбірки). Авторське право на текст, матеріали, зображення та інший вміст належить оригінальному автору. Відтворений вміст на цьому сайті призначений для спільного використання та навчання. Якщо законні права та інтереси оригінального автора були порушенні, будь ласка, повідомте нас без затримки, і ми організуємо видалення відповідного вмісту.
Компанія Guangzhou Minder-Hightech Co., Ltd.
Авторське право © Гуанчжоу Minder-Hightech Co., Ltd. Всі права захищені
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





