Eutektis nurodo į eutektinio džiovado eutektinio suliejimo reiškinį palyginti žemose temperatūrose. Eutektiniai ligavaliai tiesiogiai keičiasi iš kieto į skystąją būseną, nepereinant per plastinę fazę, o jų šiltnamio laidumas, varžymas, gretutinis jėga, patikimumas ir kt. yra geresni nei tradiciniame epoksinio d利用您的 bonding.
Eutektinis suvilkimas yra plačiai naudojamas aukštos dažnos, aukštos jėgos prietaisų suvilkime, taip pat LED prietaisų su dideliais šilumos atsiskirtimo reikalavimais dėl jo privalumų: aukštas suvilkimo stiprumas, gera gretutinė jėga, žemas jungties varžymas ir aukšta šilumos perdavimo efektyvumas.
Įprastasis automatinis paviršiaus montavimo aparatas turi slėgio valdymo diapazoną nuo 10 iki 250 g, ir kiekvienas idedamasis elementas gali būti programuojamas ir valdomas. Jis taip pat turi realaus laiko slėgio grąžinimo sistemos, impulsinio šilumos metodo bei realaus laiko temperatūros nustatymo sistemos. Suvesinių valymas atliekamas naudojant UV ultravioletinį valymo aparatą ir BT plazminį valymo aparatą.
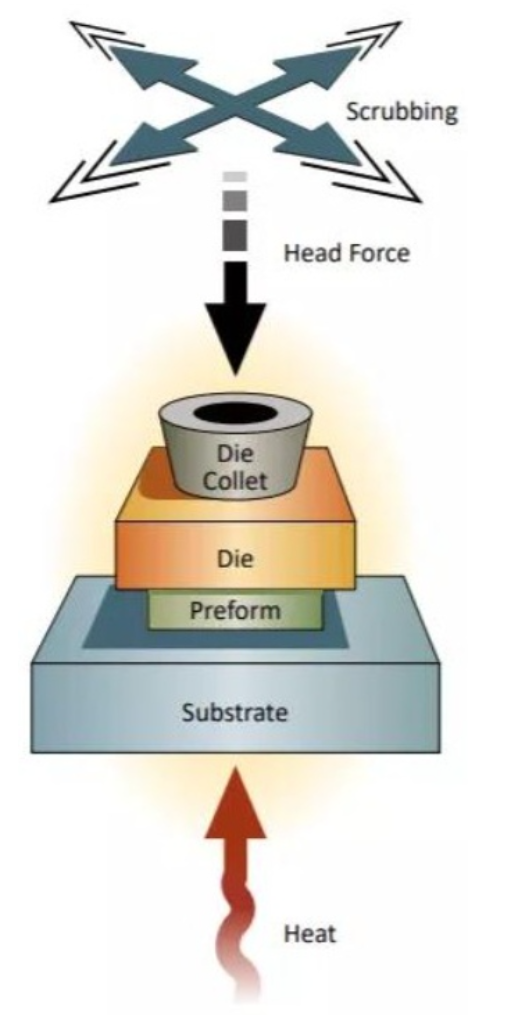
Įrenginys pirmiausia sekmingai sukeliauja būseną, sodo talpą ir čipą ant impulsinio šiluminio stalo, naudojant vakuumo trakus arba fiksuojančias detailėles, kad sufiksuotų būseną. Kai būsena yra surenkama ant šiltojo etapo, aplink jį pradedamas išleisti nitrogeno dujas. Kai čipas yra surenkamas ant sodo talpos, šiltoji etapa pradedama šildyti pagal nustatytą temperatūros kreivę. Po to, kai sodas išsilieja, sugavimo galvė skubiai nuverčia čipą, kad pilnai išmokštų sodą. Parametrai, tokie kaip skubimo dažnis, kelias, amplitudė, slėgis ir kt., gali būti nustatyti. Po to, kai šaldo sodas sutrumpėja, įrenginys automatiškai grąžina sukerstytus čipus į waffle dėžę.
Eksperimentiniams medžiagoms buvo naudojamos skirtingo dydžio auro ir dalelės, kurios mechaniniu būdu buvo iškirptos naudojant kirpimo mašiną, o po to jas buvo išvalytos naudojant alkoholio ultragarsą.
Būsenos perdavimo priemonė yra suformuota kaip 1:2:1 Cu/Mo/Cu, o ant paviršiaus sputruota Ni, Pd ir Au. Prieš pradžią, ji undergoes alkoholio ultragarsčio susąnksmeninimo, ultravioletinio valymo ir plazminio valymo procesams, skirtiems kaip atsargų naudojimui.
Čipas yra pagamintas iš GaAs galių čipo. Po eksperimentinių medžiagų paruošimo, jos yra sudedamos waffle dėžėje ant pardavimo platformos paviršiuje montavimo mašinos. Tada, per programavimą, kontroliuojami temperatūros kreivės, spaudimas, skridimas ir kitų parametrų. Visas eutektinis procesas yra automatiškai baigiamas paviršiuje montavimo mašina, sumažindamas žmogaus veiksnių poveikį. Eutektis baigtas matuojamas traukos jėga.
Eksperimentiniai rezultatai :
Eutektinės temperatūros kreivės nustatymas:
Eutektinė temperatūros kreivis pagrindu apima tris etapus: priekabulio etapą, eutektinį etapą ir šaldo etapą. Priekabulio etapo pagrindinė funkcija yra pašalinti vandens garus iš įrenginio viduje ir sumažinti termalinę nesuderinamumo stresą; Eutektinis etapas yra atsakingas už eutektinio sluoksnio lydotojo aliaurio formavimą ir yra svarbiausias etapas eutektinio suvienodinimo proceso; Šaldymo etapas yra procesas, kai po eutekcijos baigimosi įrenginys šaldomas, o šaldymo temperatūra ir greitis turi poveikį liekančiam stresui įrenginyje. Tipiška temperatūros kreivis parodytas brėžinyje 1.
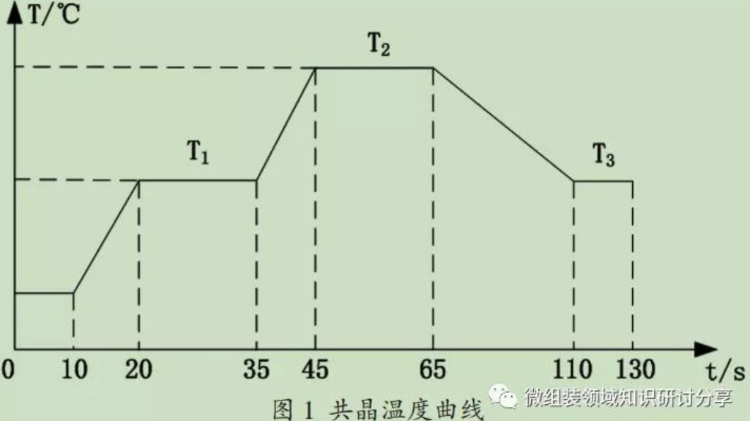
T2 yra 30-60 laipsnių žemesnis, T2 yra eutektinio temperatūros, o T3 yra šaldo temperatūra, kuri gali būti nustatyta 200-260 laipsnių. Dėl didelio eutektinio temperatūros T2 poveikio eutektinio sluoksnio kokybei, buvo atliktas vieno faktoriaus komparatyvusis eksperimentas, kad nustatytų T2. Eksperimentinių rezultatų analizė rodo, kad kai karštosios lentos temperatūra yra 320 laipsniai, solderis pilnai išsisklidęs ir galima atlikti eutektinį suvaržymą. Norint padidinti auksinis-vidurkio solderio prilyginamumą ir srautinumą, eutektinė temperatūra nustatomas 320-330 laipsnių metu auksinio ir vidurkio eutektinio suvaržymo.
Be to, dėl eutektinio temperatūros T2 laiko, buvo atlikti komparatyvūs eksperimentai naudojant skenavimo elektroninę mikroskopiją stebėti eutektinio sluoksnio mikrostruktūrą įvairiuose T2 laikotarpiuose. Eksperimentiniai rezultatai parodyti paveiksle 2.
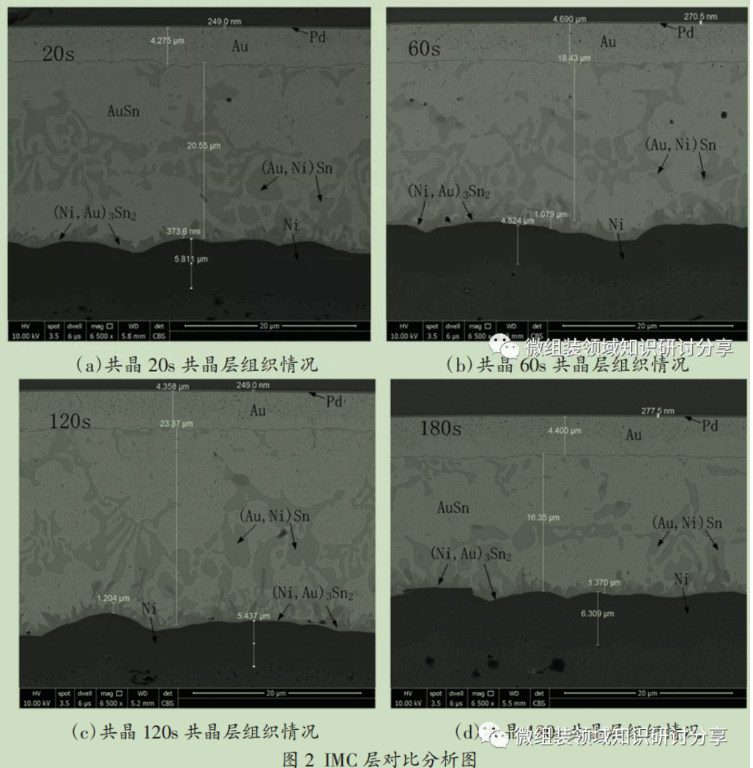
Peržiūrėjus palyginamą analizę, buvo nustatyta, kad su eutektinio laiko padidėjimu IMC sluoksnio storis pastebimai didėjo iš 0,373 μm iki 1,370 μm, o po 160 sekundžių eutektinio proceso IMC sluoksnio augimas sustabdojo. Energijos spektro analizės pagalba buvo nustatyta, kad sudarytas IMC junginio sluoksnis iš (Au, Ni) Sn ir (Ni, Au) 3Sn2 yra sukurtas ant soldūro/nikelio sąsajos. Analizė rodo, kad per eutektinį procesą aliaurio Ni elementas pastoviai difuzuoja į Au Sn aliaurinį sluoksnį, dėl ko (Au, Ni) Sn sluoksnis, turintis mažą Ni solidinio sprendinio kiekį aliaurinėje struktūroje, pastoviai didėja, kas lemia IMC sluoksnio augimą.
Rinkliųjų metalų jungimas eutektinėje varžyboje reikalauja IMC, todėl tam tikras IMC sluoksnio storis gali padėti pagerinti varžybų kokybę. Tačiau IMC sluoksnis yra trūkstamas junginys, ir per didelis IMC sluoksnio storis gali skaitmeniškai sumažinti varžymo jėgą varžybose. Norint užtikrinti tinkamą IMC sluoksnio pletimą, bendras eutektinis laikas kontroliuojamas 2-3 minutes, o eutektinio smulčio laikas yra 15-30 sekundžių. Tokiomis sąlygomis IMC sluoksnio storis gali būti kontroliuojamas tarp 0,3-0,9 μm, o eutektinio smulčio varžymo jėga viršija 9,15 kgf.
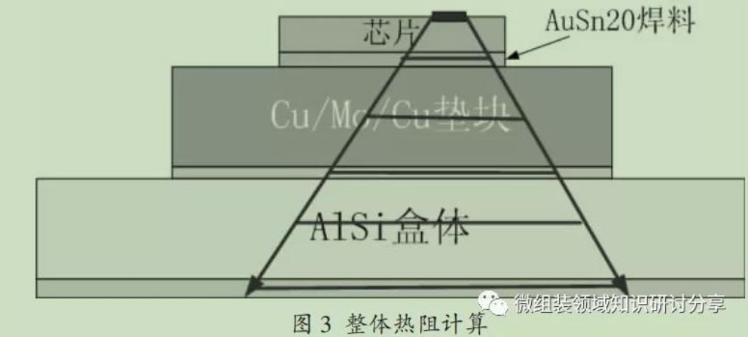
Prieštaringumas tarp eutektinio suvilkimo ir epokšinio jungimo yra jo žemesnė terminei varžymo, kuri gali atitikti aukštos jėgos čipų šilumos išskirtimo reikalavimus. Todėl eutektinio suvilkimo termine varžymas yra labai svarbus. Eutektinio solderio struktūros termine varžymas gali būti analizuojamas naudojant termine varžymo formulę: R = h/K·S, kur R yra termine varžymo reikšmė, h yra solderio sluoksnio storis, K yra AuSn20 solderio termodiferencijos koeficientas, o S yra solderio skerspjūvis.
Dėl bendrojo struktūros termine varžymo, modelis pateiktas 3-ajame paveiksle. Analizės procesas apskaičiuojamas pagal šilumos pernašą aktyvioje srityje, remiantis 45 laipsnių difuzijos planu, o skerspjūvis apskaičiuojamas pagal veikląjąją sritį, t.y. vidurinio trapezoidinio paviršiaus ilgio ir ploties sandauga.
Įspėjimas: Šio straipsnio turinys yra paimtas iš Mikro Montavimo (žinių seminario ir dalijimosi informacija apie mikro montavimo sritį). Teksto, medžiagų, vaizdų ir kitų turinio autorių teisės priklauso pradiniam autorui. Šiame svetainėje atnaujintas turinys skirtas visiems dalintis ir mokytis. Jei bus pažeisti pradinių autorų legitiiminiai teisės ir interesus, prašome pranešti mus kuo greičiau, ir mes ištrinsime susijusį turinį.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Visos teisės saugomos
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





