
Eutektik, eutektik birleştirmede nispeten düşük sıcaklıklarda olan eutektik erime olayına atıfta bulunur. Eutektik alaşım doğrudan katıdan sıvıya geçer ve plastik aşamasından geçirmez; termal iletkenlikleri, direnci, kesme gücü, güvenilirliği vb. geleneksel epoksi bağlamaya göre üstündür.
Eutektik kaydırma, yüksek kaydırma dayanımı, güçlü kesme gücü, düşük bağlantı direnci ve yüksek ısı aktarım verimliliği avantajları nedeniyle yüksek frekanslı, yüksek güçli cihazların ve yüksek ısıl dissipe eden LED cihazlarının kaydırılmasında yaygın olarak kullanılmaktadır.
Geleneksel otomatik yüzey montaj makinesi 10-250g basıncı kontrolü aralığına sahiptir ve her yerleştirme için programlanabilir ve kontrol edilebilir. Ayrıca gerçek zamanlı basınç geri bildirim sistemi, impuls ısıtma yöntemi ve gerçek zamanlı sıcaklık algılama sistemi vardır. Ham madde temizliği için UV紫外gen temizleme makinesi ve BT plazma temizleme makinesi kullanılmaktadır.
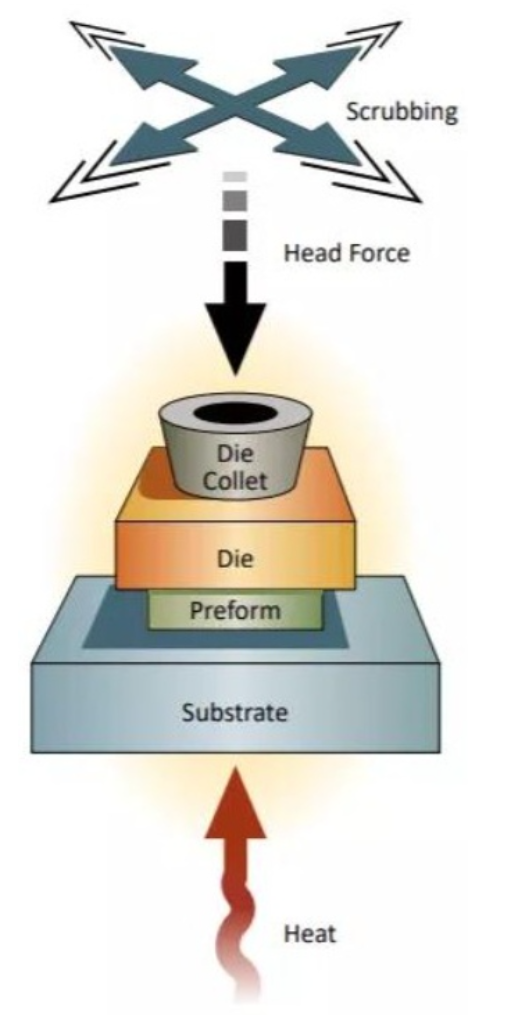
Makine önce taşıyıcıyı, kurutma yatağını ve çipi sırasıyla pulzlı ısıtma masasına yerleştirir ve taşıyıcıyı vakum emme delikleri veya sabitleyici aletlerle sabitler. Taşıyıcı sıcak safha üzerine yerleştirildiğinde, sıcak safha etrafında azot gazı salınmaya başlar. Çip kurutma yatağına yerleştirildiğinde, sıcak safha belirlenen sıcaklık eğrisine göre ısıtmaya başlar. Kurutma eridiğinde, emme başı çipi tamamen ıslatmak için kazırır. Kazım frekansı, yol, genlik, basınç gibi parametreler ayarlanabilir. Soğuyunca katılaşan kurutma, makine tarafından otomatik olarak monte edilmiş çipler waffle kutusuna geri konur.
Deney malzemeleri için farklı boyutlardaki altın kurutma mekanik olarak bir kesme makinesi kullanılarak kesilmiştir ve ardından alkol ultrasonik temizliği uygulanmıştır.
Nakliye, yüzeyinde Ni, Pd ve Au serpiştirilmiş 1:2:1 Cu/Mo/Cu formunu benimsemiştir. Uygulamadan önce, alkol ultrasonik kurutma, morötesi temizleme ve plazma temizleme süreçlerinden geçerek yedek kullanım için hazırlanır.
Çip, GaAs güç çipi kullanmaktadır. Deneysel malzemeler hazırlandıktan sonra, yüzey montaj makinesinin besleme platformuna vafler kutusu şeklinde yerleştirilir. Daha sonra, sıcaklık eğrisi, basınç, çizme ve diğer parametreler programlama aracılığıyla kontrol edilir. Tüm eüktik proses, insan faktörlerinin etkisini azaltarak yüzey montaj makinesi tarafından otomatik olarak tamamlanır. Eüktik tamamlandığında kesme gücünü ölçün.
Deneysel sonuçlar :
Eüktik sıcaklık eğrisi ayarı:
Eutektik sıcaklık eğrisi çoğunlukla üç aşamayı içerir: önısınma aşaması, eutektik aşaması ve soğuma aşaması. Önısınma aşamasının ana amacı cihaz içindeki su buharını kaldırmak ve termal uyumsuzluk gerilimini azaltmak; Eutektik aşama ise eutektik katman molten alaşımının oluşumuyla ilgili olup, eutektik kaynakçılık sürecinde en önemli aşamadır; Soğuma aşaması ise eutektik işlemin tamamlanmasından sonra cihazı soğutma sürecidir ve soğuma sıcaklığı ve oranı, cihaz içindeki artan gerilim miktarını etkileyebilir. Tipik sıcaklık eğrisi Şekil 1'de gösterilmiştir.
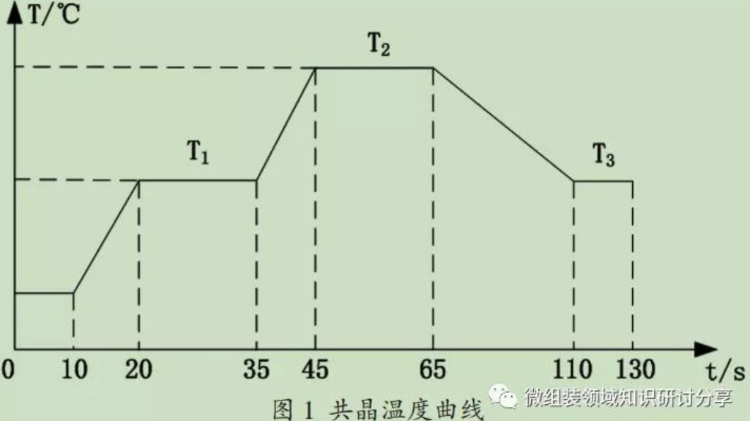
T2, 30-60 derece daha düşük olup, T2 eutektik sıcaklığı, T3 ise soğutma sıcaklığıdır ve bu, 200-260 derece arasında ayarlanabilir. Eutektik katmanının kalitesi üzerinde eutektik sıcaklığı T2'nin önemli etkisi nedeniyle, T2'yi belirlemek için tek faktörle karşılaştırmalı bir deney yapıldı. Deney sonuçlarının analizi, sıcak masa sıcaklığının 320 derece olduğunda, brasürün tamamen eridiğini ve eutektik kaynak yapabileceğini göstermektedir. Altın-cambrasürün ıslaklaşma ve akış özelliklerini artırmak için altın-cam eutektik kaynağı sırasında eutektik sıcaklığı 320-330 derece olarak ayarlanır.
Ek olarak, eutektik sıcaklığı T2 için bekletme süresi için tarama elektron mikroskopu kullanılarak farklı T2 sürelerindeki eutektik katmanının mikro yapısı gözlemlenmesi amacıyla karşılaştırmalı deneyler yapıldı. Deney sonuçları Şekil 2'de gösterilmiştir.
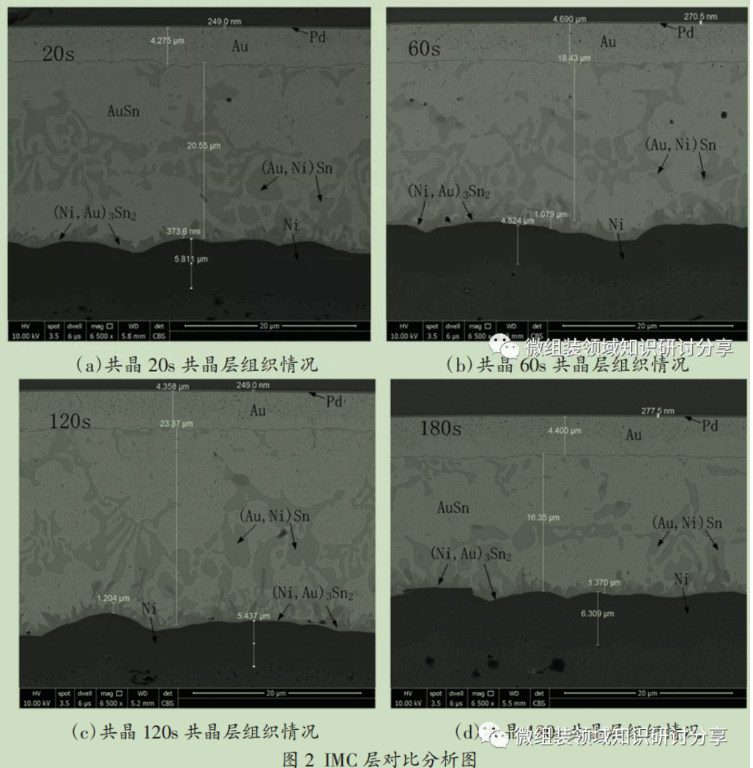
Karşılaştırmalı analiz yoluyla, eutektik zamanın artması ile birlikte IMC katmanının kalınlığının 0.373 µm'den 1.370 µm'ye kadar gradually arttığı ve eutektik süresinin 160 saniye geçtikten sonra IMC kalınlığı büyümesinin yavaşladığı bulunmuştur. Enerji spektrumu analizi sonucunda, bras/nikel arayüzünde (Au, Ni) Sn ve (Ni, Au) 3Sn2'den oluşan bir IMC bileşik katmanının oluştuğu tespit edilmiştir. Analiz, eutektik süreci sırasında alaşımın Ni elemanlarının Au Sn alaşım tabakasına giderek dağıldığı ve bu da alaşım yapısındaki küçük miktarda Ni katı çözünür查看详情 %5 olmasından dolayı (Au, Ni) Sn tabakasının giderek artmasına neden olduğu için IMC tabakanın büyümeye başladığı göstermektedir.
Farklı metalleri eutektik kaydırma ile birleştirme, IMC gerektirir, bu nedenle belirli bir kalınlıktaki IMC katmanı kaydırma kalitesini geliştirmeye yardımcı olabilir. Ancak, IMC katmanı kırılgan bir bileşik olup, aşırı derecede kalın bir IMC katmanı kaydın kesme dayanımını önemli ölçüde düşürebilir. Uygun bir kalınlıktaki IMC katmanının oluşmasını sağlamak için toplam eutektik süre 2-3 dakika arasında kontrol edilir ve eutektik erime süresi 15-30 saniye olarak ayarlanır. Bu koşullar altında, IMC katmanının kalınlığı 0.3-0.9 µm arasında kontrol edilebilir ve eutektik çipin kesme dayanımı 9.15 Kgf'yi geçebilir.
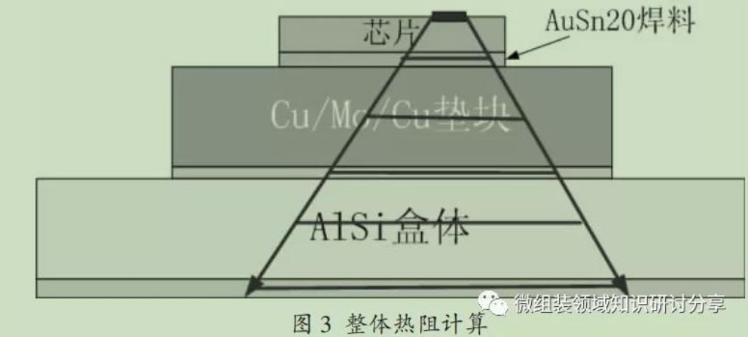
Eutektik kaydırma epoksi bağlamaya göre avantajı daha düşük termal direncindedir, bu da yüksek güce sahip çiplerin ısı dissipation gereksinimlerini karşılayabilir. Bu nedenle, eutektik kaydırmanın termal direnci çok önemlidir. Eutektik kaydırma yapısının termal direnci şu formül kullanılarak analiz edilebilir: R = h/K.S, burada R termal direnç değeri, h kaydırma tabakasının kalınlığı, K AuSn20 kaydırmasının termal iletkenliği ve S kaydırmanın kesit alanıdır;
Genel yapı termal direnci için model Şekil 3'te gösterilmiştir. Analiz süreci aktif alandaki difüzyon ısı transferine dayanarak hesaplanır, 45 derecelik bir difüzyon planına göre yapılır ve kesit alanı etkili alana dayanarak hesaplanır, yani trapez yüzeyinin orta kısmının uzunluk genişlik ürünü planıdır.
Uyarı: Bu makalenin içeriği, Mikro Montaj (mikro montaj alanında bilgi semineri ve paylaşımı) kaynağından alınmıştır. Metin, materyaller, resimler ve diğer içeriklerin telif hakkı orijinal yazarına aittir. Bu web sitesinde yeniden üretilen içerik, herkesin paylaşabileceği ve öğrenebileceği bir kaynaktır. Eğer orijinal yazarın meşru hakları ve çıkarları zarar görürse, lütfen bizi derhal bilgilendiriniz ve ilgili içeriğin silinmesini düzenleyeceğiz.
Guangzhou Minder-Hightech Co.,Ltd.
Telif Hakkı © Guangzhou Minder-Hightech Co.,Ltd. Tüm Hakları Saklıdır
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





