
การแกะสลักวัสดุมิติต่ำหมายถึงกระบวนการแกะสลักวัสดุมิติสอง (เช่น กราฟีน โมลิบดีนัมไดซัลไฟด์ เป็นต้น) และวัสดุมิติหนึ่ง (เช่น เส้นนาโน เสาอากาศนาโน เป็นต้น) จุดประสงค์ของการแกะสลักวัสดุมิติต่ำคือการเตรียมโครงสร้างนาโนที่มีรูปร่างและขนาดเฉพาะ เพื่อให้สามารถควบคุมและเพิ่มประสิทธิภาพของคุณสมบัติวัสดุและการทำงานของอุปกรณ์ได้ วัสดุมิติต่ำมักจะถูกแกะสลักโดยใช้วิธีการแกะสลักทางเคมี โดยใช้ปฏิกิริยาเคมีในการประมวลผลวัสดุ และวิธีการแกะสลักทางเคมีที่ใช้กันอย่างแพร่หลายรวมถึงการแกะสลักแบบเปียกและการแกะสลักแบบแห้ง
ความยากลำบากในการแกะสลักวัสดุมิติต่ำประกอบด้วย: 1. การเลือกการแกะสลัก: วัสดุมิติต่ำแต่ละชนิดมีข้อกำหนดที่แตกต่างกันสำหรับเงื่อนไขการแกะสลัก และจำเป็นต้องเลือกเงื่อนไขการแกะสลักที่เหมาะสมตามคุณสมบัติเฉพาะของวัสดุ เช่น ก๊าซแกะสลัก พลังงาน เวลา เป็นต้น 2. คุณภาพของการแกะสลัก: คุณภาพของการแกะสลักของวัสดุมิติต่ำส่งผลโดยตรงต่อประสิทธิภาพและการใช้งานของมัน และจำเป็นต้องควบคุมอัตราและระดับการแกะสลักเพื่อหลีกเลี่ยงการแกะสลักเกินหรือน้อยเกินไป 3. ความสม่ำเสมอของการแกะสลัก: ความสม่ำเสมอของการแกะสลักของวัสดุมิติต่ำมีความสำคัญต่อการเตรียมอุปกรณ์คุณภาพสูง และจำเป็นต้องควบคุมพารามิเตอร์เช่น อุณหภูมิ อัตราการไหลของก๊าซ และแรงดันในกระบวนการแกะสลักเพื่อให้มั่นใจถึงความสม่ำเสมอของการแกะสลัก 4. การบำบัดหลังการแกะสลัก: หลังจากการแกะสลัก ตัวอย่างจำเป็นต้องได้รับการทำความสะอาดและการบำบัดเพื่อกำจัดผลิตภัณฑ์จากการแกะสลักและก๊าซเหลือจากการแกะสลัก เพื่อให้มั่นใจถึงคุณภาพผิวและความเสถียรของตัวอย่าง
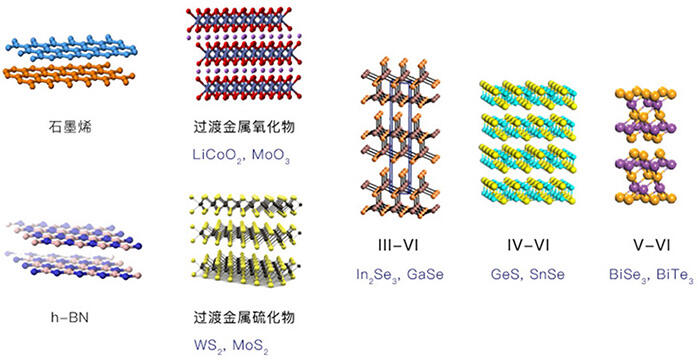
วัสดุฟิล์มอิเล็กทรอนิกส์สองมิติแบบบางหมายถึงวัสดุใหม่ที่มีสองมิติซึ่งมีความหนาเพียงชั้นอะตอมเดียวหรือไม่กี่ชั้น โดยส่วนใหญ่เกิดจากการพันธะโควาเลนต์
รวมถึงหลัก ๆ ดังนี้:
1. กราฟีน, h-BN;
2. ออกไซด์ของโลหะทรานซิชัน;
3. TMCs, MX 2(M=Mo, W, Re, Ti, Zr, Hf, V, Nb, Ta, Pt, Pd, Fe; X=S, Se, Te),MoS 2wS 2;เป็นต้น
4. วัสดุที่อิงบนกำมะถันชนิด III/IV/V เป็นต้น
การวิจัยในช่วงแรกเกี่ยวกับวัสดุฟิล์มอิเล็กทรอนิกส์สองมิติ โดยเฉพาะอย่างยิ่งวัสดุกราเฟน มุ่งเน้นไปที่วิธีการเตรียมวัสดุสองมิติ เช่น การลอกออกทางกลไก การลด การเคลือบเป็นต้น และการศึกษาคุณสมบัติของวัสดุ เมื่อมีความก้าวหน้าอย่างต่อเนื่องในการเตรียมวัสดุฟิล์มบางสองมิติขนาดใหญ่ ผู้คนเริ่มหันมาสนใจการเตรียมอุปกรณ์ การทำให้บางลงและการสร้างรูปแบบของวัสดุฟิล์มบางสองมิติเป็นกุญแจสำคัญในการเตรียมอุปกรณ์สองมิติ วิธีการแกะสลักแบบพลาสมาแห้งสำหรับเซมิคอนดักเตอร์แบบดั้งเดิมมีข้อเสียเปรียบที่ร้ายแรงสองประการในการทำให้วัสดุสองมิติบางลงและสร้างรูปแบบ:
1. อัตราการแกะสลักที่มากเกินไปไม่สามารถตอบสนองต่อการแกะสลักที่แม่นยำและคงที่ของชั้นอะตอมของวัสดุสองมิติ (ระดับซับนาโนเมตร);
2. การโจมตีด้วยไอออนพลังงานสูงสามารถก่อให้เกิดความเสียหายเชิงโครงสร้างแก่วัสดุ 2D ส่งผลให้เกิดข้อบกพร่องในวัสดุ
ลักษณะที่เครื่องแกะสลักเฉพาะสำหรับวัสดุสองมิติควรมีคือ:
1. ควบคุมกำลังไฟฟ้าที่ระดับมิลลิวัตต์;
2. กำลังเริ่มต้นขั้นต่ำควรควบคุมไว้ต่ำกว่า 5W;
3. การควบคุมการแกะสลักชั้นแล้วชั้นเล่า โดยอัตราการแกะสลักสามารถควบคุมได้อย่างแม่นยำระหว่าง 0.3 ถึง 10 ชั้นต่อนาที
4. พลังงานไอออนสำหรับการทิ้งตัวอย่างสามารถต่ำได้ถึง 10 eV หรือน้อยกว่า
สารละลายแกะสลักวัสดุ 2D - SHL 100 μ/200 μ - RIE
เราได้พัฒนาเครื่อง SHL 100 μ/200 μ - RIE ซีรีส์โดยใช้เทคโนโลยีไมโครพลาสมาเพื่อแก้ไขปัญหาการประยุกต์ใช้งานของวัสดุสองมิติที่กล่าวมาข้างต้น เครื่องนี้ใช้สำหรับการแกะสลักลดชั้นและการแกะสลักแบบมีรูปแบบของวัสดุสองมิติ เช่น กราฟีน รูปที่ 2 แสดงให้เห็นถึงลักษณะภายนอกของเครื่องแกะสลักวัสดุสองมิติ

การประยุกต์ใช้งานหลักของเครื่องแกะสลักวัสดุสองมิติคือ:
1. การแกะสลักแยกชั้นของวัสดุ 2D เพื่อเตรียมตัวอย่างวัสดุ 2D หนึ่งชั้นหรือไม่กี่ชั้น
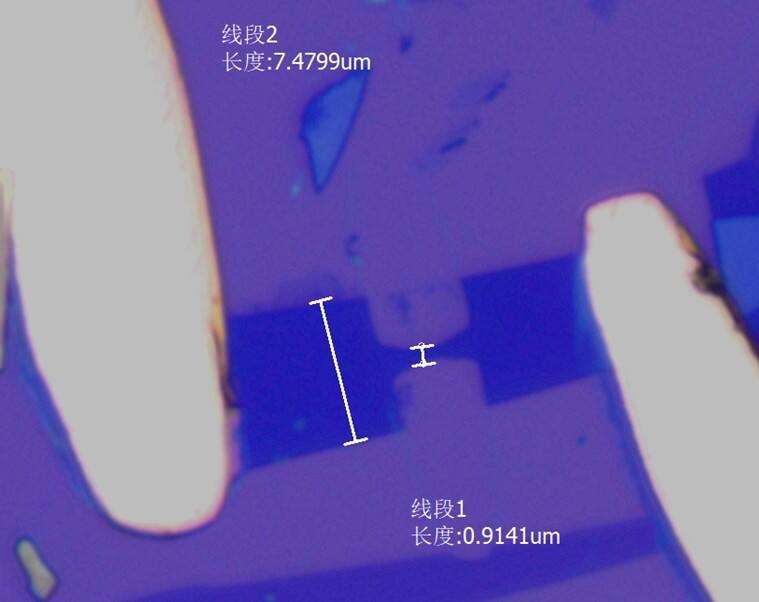
2. การแกะสลักลวดลายวัสดุ 2D เพื่อเตรียมอุปกรณ์วัสดุ 2D
3. การประมวลผลการดัดแปลงวัสดุ 2D
ตัวชี้วัดประสิทธิภาพหลักของเครื่องแกะสลักวัสดุสองมิติ:
1. สามารถจัดการตัวอย่างได้ถึงขนาดสี่นิ้ว/แปดนิ้วและเล็กลงไป;
2. การแกะสลักพลาสมาแบบอัลตร้าเวก: สามารถบรรลุกำลังในการประมวลผลต่ำถึง 3 W (@ ขั้วไฟฟ้า 100mm) RF (@ 13.56 MHz) โดยมีความหนาแน่นของกำลังต่ำถึง 38 mW/cm2 และความแม่นยำของกำลังเอาต์พุตต่ำกว่า 0.1 W;
3. พลังงานไอออนสำหรับการทิ้งตัวอย่างสามารถต่ำได้ถึง 10 eV;
4. สามารถทำให้เกิดการกร่อนชั้นอะตอมอย่างเสถียรและแม่นยำตั้งแต่ 0.1 ชั้น/นาที ถึง 1 ชั้น/นาที;
โครงสร้างหลักของเครื่องกร่อนวัสดุสองมิติคือ:
1. สามารถติดตั้งก๊าซกระบวนการ 3 ถึง 8 ชนิดและควบคุมด้วย MFC แบบปิดสนิทด้วยโลหะ;
2. ใช้วัสดุอลูมิเนียมเกรดเซมิคอนดักเตอร์ 6061 เป็นวัสดุห้องปฏิบัติการเพื่อขจัดการปนเปื้อนของตัวอย่างจากธาตุเจือปนในวัสดุสแตนเลส;
3. ห้องโหลดล็อคสามารถกำหนดค่าได้ และแรงดันสุญญากาศเบื้องหลังของห้องกระบวนการสามารถถึง 4 x 10-4 Pa;
การควบคุมกระบวนการแบบอัตโนมัติทั้งหมด การจัดการการเข้าสู่ระบบของผู้ใช้ตามลำดับชั้น การบันทึกข้อมูลกระบวนการและข้อมูลสถานะเครื่องแบบเรียลไทม์ การจัดการและการเรียกใช้คลังข้อมูลกระบวนการ Recipe การจัดการวงจรชีวิตของชิ้นส่วนและการตรวจสอบข้อผิดพลาดด้วยตนเอง
ผลลัพธ์กราฟิกของการลบวัสดุ 2D:
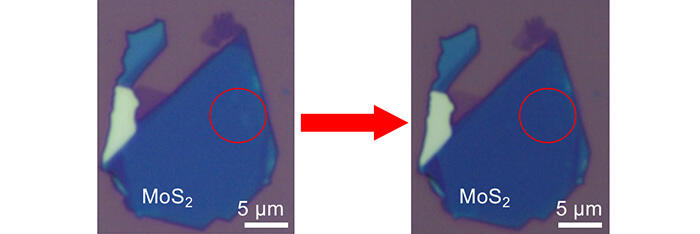
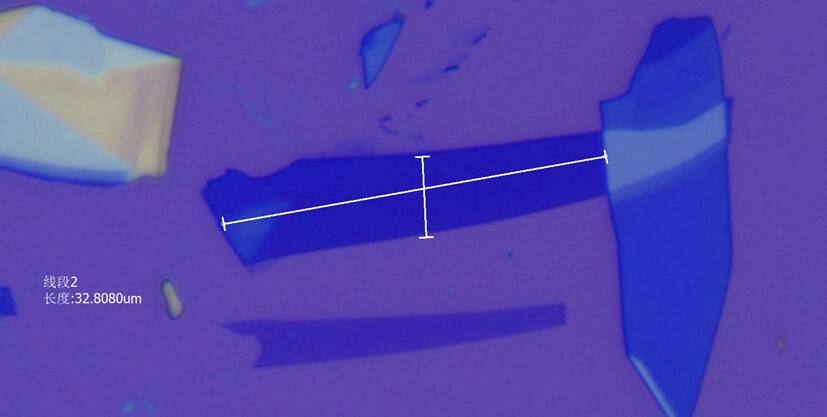
SHL100μ-RIE, 38 mW/cm 2, 10s: ทำความสะอาดเศษซากบนผิวของชั้นน้อยที่เกล็ด MoS 2.
จากทีมของซุน เจี้ยน และหลิว เสี่ยวฉี คณะฟิสิกส์และอิเล็กทรอนิกส์ มหาวิทยาลัยเซียงหนาน
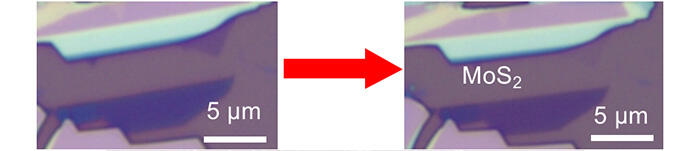
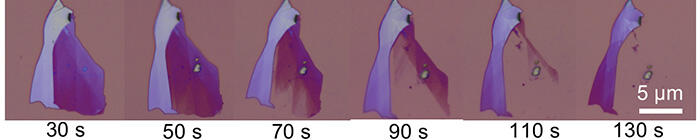
SHL100μ-RIE, 51 มW/ซม 2, 3 วินาที: กร่อน MoS 2ชั้นต่อชั้น.
จากทีมของซุน เจี้ยน และหลิว เสี่ยวฉี คณะฟิสิกส์และอิเล็กทรอนิกส์ มหาวิทยาลัยเซียงหนาน
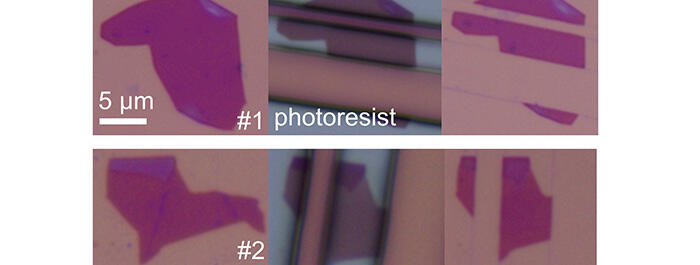
SHL100μ-RIE, 0.5 W/ซม 2: แกะชั้นกราฟีนทีละชั้น
จากทีมของซุน เจี้ยน และหลิว เสี่ยวฉี คณะฟิสิกส์และอิเล็กทรอนิกส์ มหาวิทยาลัยเซียงหนาน
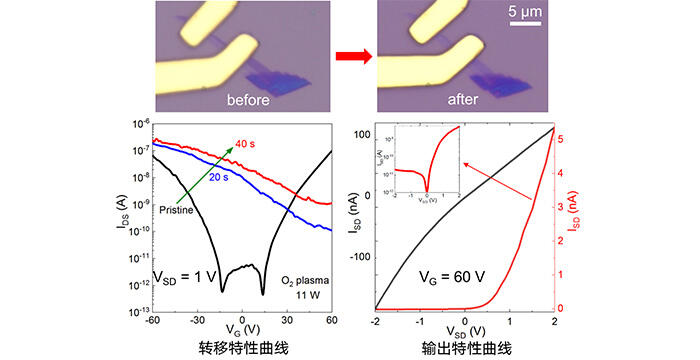
SHL100μ-RIE, 140 mW/cm 2: WSe 2การเติมสารประเภท p
จากทีมของซุน เจี้ยน และหลิว เสี่ยวฉี คณะฟิสิกส์และอิเล็กทรอนิกส์ มหาวิทยาลัยเซียงหนาน
SHL100μ-RIE, 0.5 W/ซม 2: แกะชั้นกราฟีนทีละชั้น
จากทีมของซุน เจี้ยน และหลิว เสี่ยวฉี คณะฟิสิกส์และอิเล็กทรอนิกส์ มหาวิทยาลัยเซียงหนาน

SHL100μ-RIE, แกะ WS 2ชั้นต่อชั้น.
จากทีมของเสวี่ยเฟย หลี่ คณะวิทยาศาสตร์และเทคโนโลยีแห่งมหาวิทยาลัยหัวจง.
SHL100μ-RIE, การแกะชั้นกราฟีนทีละชั้น.
Guangzhou Minder-Hightech Co., Ltd.
ลิขสิทธิ์ © Guangzhou Minder-Hightech Co.,Ltd. สงวนลิขสิทธิ์
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





