Еутектични се односи на феномен еутектичке фузије у еутектичком лемљу на релативно ниским температурама. Еутектичке легуре директно се мењају из чврсте у течну без проласка кроз пластичну фазу, а њихова топлотна проводност, отпорност, сила резања, поузданост итд. су супериорније од традиционалног епоксидног везања.
Еутектичко заваривање се широко користи у заваривању високофреквентних, високомоћних уређаја и ЛЕД уређаја са високим захтевима за распршивање топлоте због својих предности високе чврстоће заваривања, јаке силе сечења, ниског отпора за повезивање и високе ефика
Уобичајени аутоматски уређај за монтажу површине има опсег контроле притиска од 10-250г и може се програмирати и контролисати за свако постављање. Такође има систем повратне информације о притиску у реалном времену, метод пулса за грејање и систем за детекцију температуре у реалном времену. Чишћење сировина усваја УВ ултраљубичасту машину за чишћење и БТ машину за чишћење плазме.
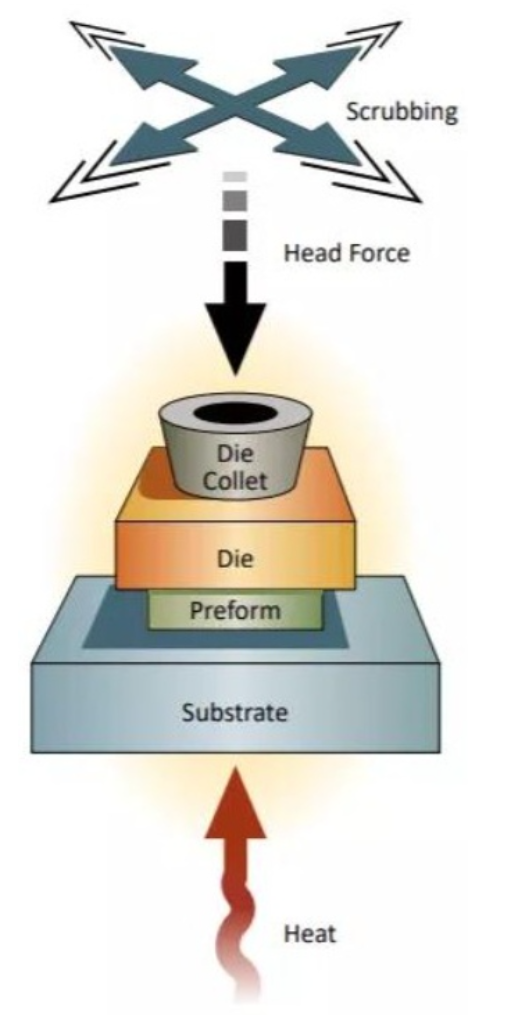
Машина прво поставља носилац, лемљивни пад и чип на стол за пулсно грејање у низу, и користи вакуумске усјечке рупе или фиксере за фиксирање носилаца. Када се носилац постави на врућу фазу, азотни гас почиње да се ослобађа око вруће фазе. Када се чип постави на лепило, топла фаза почиње да се загрева према постављеној температурној кривини. Након што се лемпир растопи, успивачка глава одраба чип како би се лемпир потпуно мокрен. Параметри као што су фреквенција шкрапања, пут, амплитуда, притисак итд. могу се поставити. Након што се леђило за хлађење учврсти, машина аутоматски враћа синтериране чипове у кутију за вафле.
За експерименталне материјале, различита величина лемљиве златне калузе механички су сечењала помоћу машине за сечење, а затим је било извршено ултразвучно чишћење алкохолом.
Носач усваја облик 1: 2: 1 Cu / Mo / Cu, са Ни, Pd и Au прсканим на површини. Пре наношења, подвргнут је процесма очишћења плазме ултрасоничним сушењем алкохолом и ултраљубичастом чишћењем за резервну употребу.
Чип усваја ГаА-силни чип. Након припреме експерименталних материјала, они се стављају у облику кутије за вафле на платформу за подјелање машине за површинско монтажење. Затим се температурна крива, притисак, гребање и други параметри контролишу програмирањем. Цео еутектички процес аутоматски завршава машина за површинско монтажење, смањујући утицај људских фактора. Измерити силу сечења након завршетка еутектике.
Експериментални резултати :
Уређивање криве еутектичне температуре:
Еутектичка температурна крива углавном укључује три фазе: фазу прегревања, фазу еутектике и фазу хлађења. Главна функција фаза загријавања је да уклоњава водну пару унутар уређаја и смањује топлотну неисправност стреса; Еутектичка фаза је углавном одговорна за формирање еутектичког слоја расплављене легуре и најважнија је фаза у процесу еутектичког заваривања Типична температурна крива приказана је на слици 1.
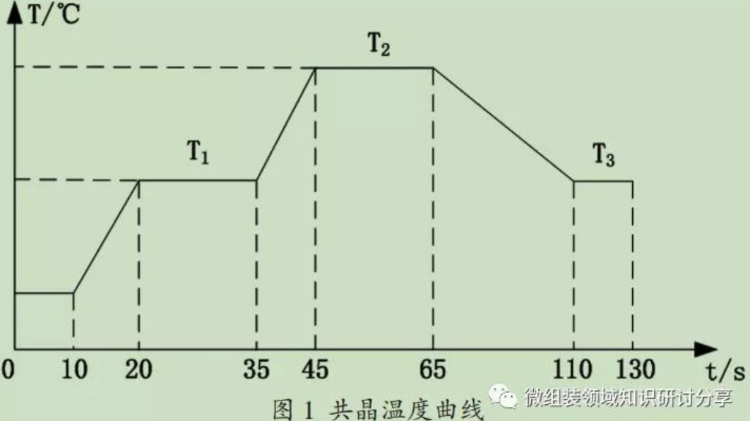
Т2 је 30-60 степени нижа, Т2 је еутектичка температура, Т3 је температура хлађења, која се може подесити на 200-260 степени. Због значајног утицаја еутектичке температуре Т2 на квалитет еутектичког слоја, спроведен је једнофакторски компаративни експеримент за одређивање Т2. Анализа експерименталних резултата показује да је када је температура топлог стола 320 степени, лемба потпуно растопила и може се извршити еутектичко заваривање. Да би се повећала влажност и флуидност лемљења златног калаја, еутектичка температура се поставља на 320-330 степени током еутектичког заваривања златног калаја.
Поред тога, за време одржавања еутектичке температуре Т2, спроведени су компаративни експерименти користећи сканирање електронску микроскопију како би се посматрала микроструктура еутектичког слоја у различитим Т2 временима. Резултати експеримента су приказани на слици 2.
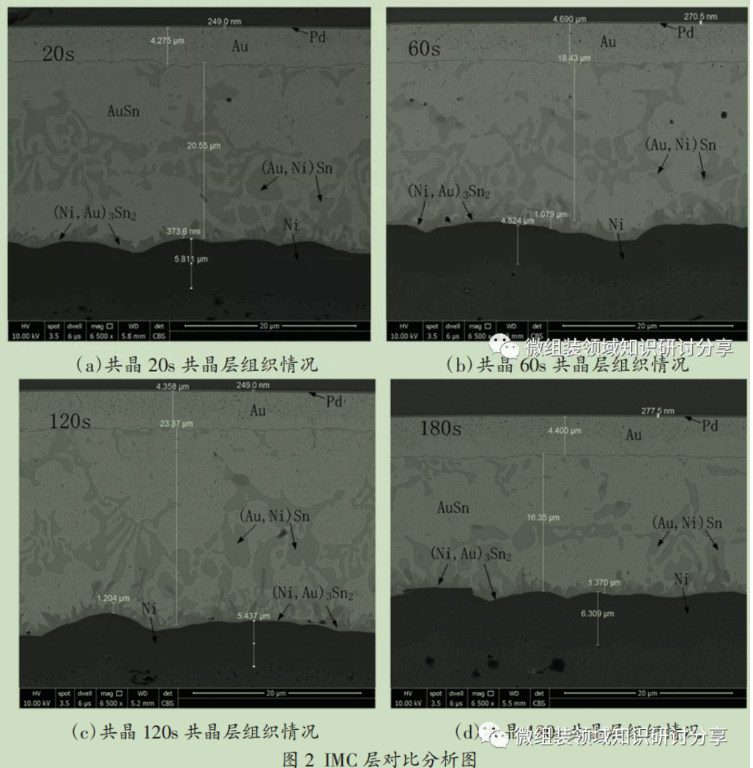
Кроз компаративну анализу утврђено је да се са повећањем еутектичког времена дебелина ИМЦ слоја постепено повећавала са 0, 373 ум до 1,370 ум, а раст дебелине ИМЦ-а успоравао након 160 секунди еутектичког процеса. Према анализи енергетског спектра, на интерфејсу лемпи/никела формира се композитни слој ИМЦ састављен од (Ау, Ни) Сн и (Ни, Ау) 3Сн2. Анализа показује да се током еутектичког процеса елемент легуре Ни постепено дифузира у слој легуре Au Sn, што доводи до тога да се слој (Au, Ni) Sn са малом количином чврстог раствора Ни у структури легуре постепено повећава, што доводи до раста слоја ИМЦ.
Завезивање хетерогенних метала у еутектичном заваривању захтева ИМЦ, тако да одређена дебелина ИМЦ слоја може помоћи побољшању квалитета заваривања. Међутим, ИМЦ слој је крхко једињење, а превише дебљи ИМЦ слој може значајно смањити чврстоћу шкивања заваривача. Да би се осигурала формирање одговарајуће дебљине слоја ИМЦ, укупно еутектичко време се контролише на 2-3 минута, са временом еутектичког топљења од 15-30 секунди. Под овим условима, дебљину ИМЦ слоја се може контролисати између 0,3-0,9um, а чврстоћа сечења еутектичког чипа прелази 9,15Кгф.
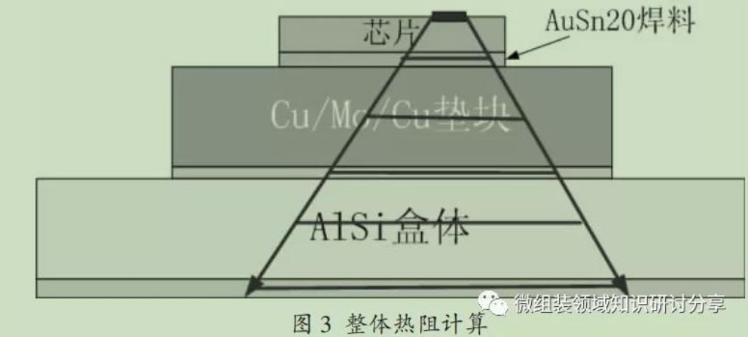
Предност еутектичког заваривања у односу на епоксидно везивање лежи у његовом нижем топлотном отпорности, која може задовољити захтеве за распад топлоте за високомоћне чипове. Стога је топлотна отпорност еутектичког заваривања веома важна. Трпеоотпорност еутектичких спојних структура може се анализирати помоћу формуле топлотне отпорности: R=h/K.S, где је R вредност топлотне отпорности, h је дебелина слоја спојке, K је топлотна проводност AuSn20 спојке, а S
За свеукупну конструктивну топлотну отпорност модел је приказан на слици 3. Аналитички процес се израчунава на основу дифузијског преноса топлоте у активној области, према плану дифузије од 45 степени, а површина попречног пресека израчунава се на основу ефективне површине, односно плана продужне ширине средњег дела трапезоидне површине.
Озбиљство: Садржај овог чланак је изведен из Micro Assembly (семинара знања и дељења у области микро-сглобања). Ауторско право на текст, материјале, слике и други садржај припада оригиналном аутору. Садржај који се препроизводи на овој веб страници је за свакога да га дели и учи од њега. Ако су повређена легитимна права и интереси оригиналног аутора, молимо вас да нас одмах обавестите и ми ћемо се побринути за брисање релевантног садржаја.
Гуангцоу Миндер-Хигтек Цо, Лтд.
Copyright © Гуангзхоу Миндер-Хигхетх Цо., Лтд. Сва права су резервисана
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





