Eutektično se nanaša na pojav eutektične fuzije pri eutektičnem solderu pri relativno nizkih temperaturah. Eutektične aleje neposredno prehajajo iz pečega stanja v tekoče, ne da bi šli skozi plastino, in njihova toplotna prevodnost, upornost, sile rezanja, zanesljivost itd. so boljše kot pri tradicionalnem epoksidnem lepljenju.
Eutektično svarjenje je široko uporabljeno v svarjenju visoko frekvenčnih, visoko močnih naprav ter LED naprav z visokimi zahtevami po toplinskem oddaju zaradi prednosti visoke sile svarjenja, močne sile rezanja, nize uporne moči in učinkovitega prenašanja topline.
Tradicionalna avtomatska ploskovna namestitvena mašina ima obseg nadzora tlaka 10-250g in se lahko za vsako postavitev programira in nadzira. Vsebuje tudi sistem realnega časovnega povratnega signala tlaka, metodo plazmenega segrevanja in sistem realnega časovnega zaznavanja temperature. Čiščenje surovin uporablja UV ultravioletno čiščilno mašino in BT plazmensko čiščilno mašino.
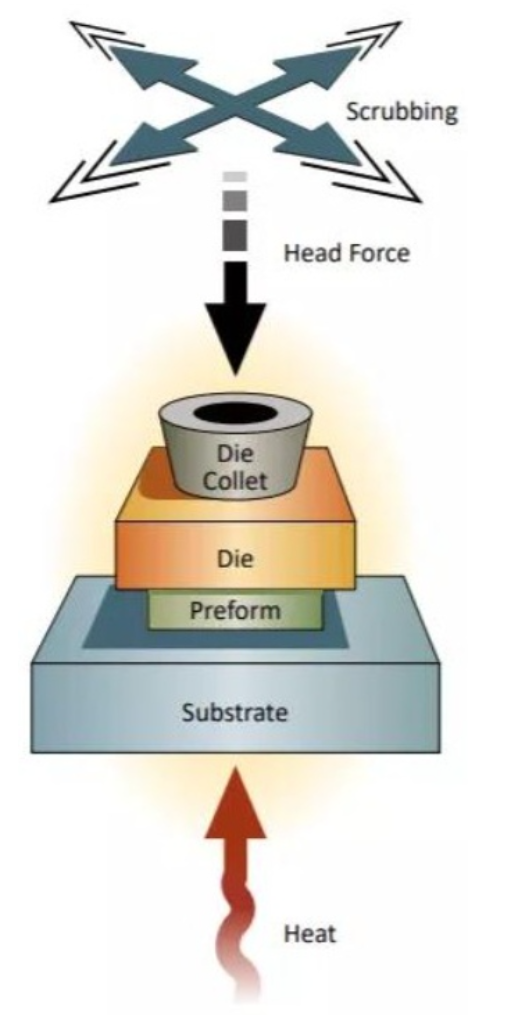
Stroj najprej postavi nosilo, svarni pad in čip na pulzno grijajočo mizo v zaporedju, kjer uporabi vakuumne suše ali ograde za pevno zaklepovanje nosilca. Ko je nosilec postavljen na toplo stopnico, se okrog nje začne izpuščati duhikovodnik. Ko je čip postavljen na svarni pad, se toplo stopnico začne segrevati glede na določeno temperaturno krivuljo. Po tem, ko se svarenec raztopi, sučna glava postrani čip, da svarenec popolnoma umoci. Parametri, kot so frekvenca postranjanja, pot, amplituda, tlak itd., jih je mogoče nastaviti. Ko se hladni svarenec zakrpe, stroj samodejno vrne lepljene čipe nazaj v waffle nabiralnik.
Za poskusne materiale so mehansko izrezali različne velikosti zlatih in stinskih svarnic z uporabo rezalne mašine, sledično pa jih so počistili z alkoholnim ultrazvočnim čiščenjem.
Nosilec sprejme obliko 1:2:1 Cu/Mo/Cu, na površini pa je sputterana Ni, Pd in Au. Pred uporabo gre skozi proces alkoholne ultrazvočne sušenje, čiščenje z ultrafioletovim svetlobnim in plazmensko čiščenje za nadaljnjo uporabo.
Čip sprejme močni GaAs čip. Po pripravi poskusnih materialov jih postavimo v obliki vafele v podajalno platformo ploskovnega montažnega stroja. Nato kontroliramo temperature krivulje, tlak, drsenje in druge parametre prek programiranja. Celoten eutektični proces je avtomatsko zaključen s ploskovnim montažnim strojem, kar zmanjša vpliv človeških dejavnikov. Po zaključku eutekse meritev izmerite izsekano silo.
Rezultati poskusov :
Nastavitev eutektične temperaturne krivulje:
Krivulja eutektične temperature glavno vsebuje tri faze: faza predsegrevanja, eutektična faza in hlajenjska faza. Glavna funkcija faze predsegrevanja je odstranitev vode vnotrajnje pare iz naprave ter zmanjšanje termičnega napetostnega neustreznega stresa; Eutektična faza je glavno odgovorna za oblikovanje eutektične pline alej in predstavlja najpomembnejšo fazo v procesu eutektičnega lesenja; Faza hlajenja je postopek hlajenja naprave po zaključku eutektičnega procesa, pri čemer temperaturna in hitrost hlajenja vplivata na velikost preostalega stresa notranje naprave. Tipična krivulja temperature je prikazana na Sliki 1.
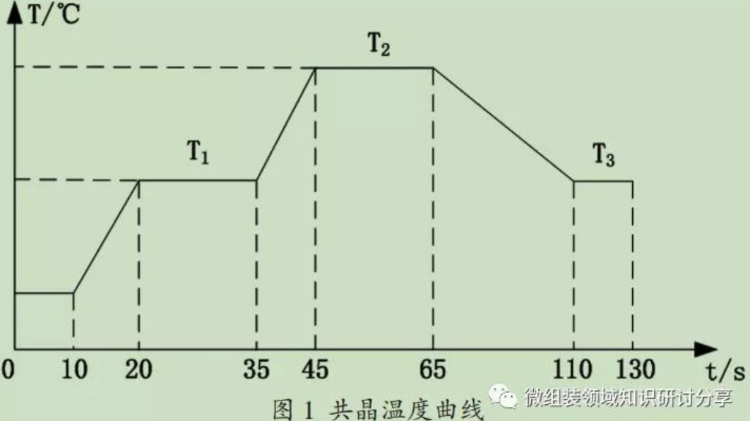
T2 je 30-60 stopinj nižja, T2 je eutektična temperatura, T3 pa je hlajanje temperatura, ki jo lahko nastavimo na 200-260 stopinj. Zaradi velikega vpliva eutektične temperature T2 na kakovost eutektične plasti je bil izveden poskus z enim dejavnikom za določitev T2. Analiza rezultatov poskusa pokaže, da se pri temperaturi topnega stola 320 stopinj popolnoma raztopi lot in je mogoče izvesti eutektično svarjevanje. Da bi povečali priljubljivost in točnost lota zlatih in olovnih spojin, je eutektična temperatura med svarjevanjem z zlato in olovom nastavljena na 320-330 stopinj.
Poleg tega so za čas obdržanja eutektične temperature T2 bili izvedeni primerjalni poskusi, pri katerih je bila opazovana mikrostruktura eutektične plasti pri različnih časih T2 z uporabo skeniranje elektronskega mikroskopa. Rezultati poskusov so prikazani na Sliki 2.
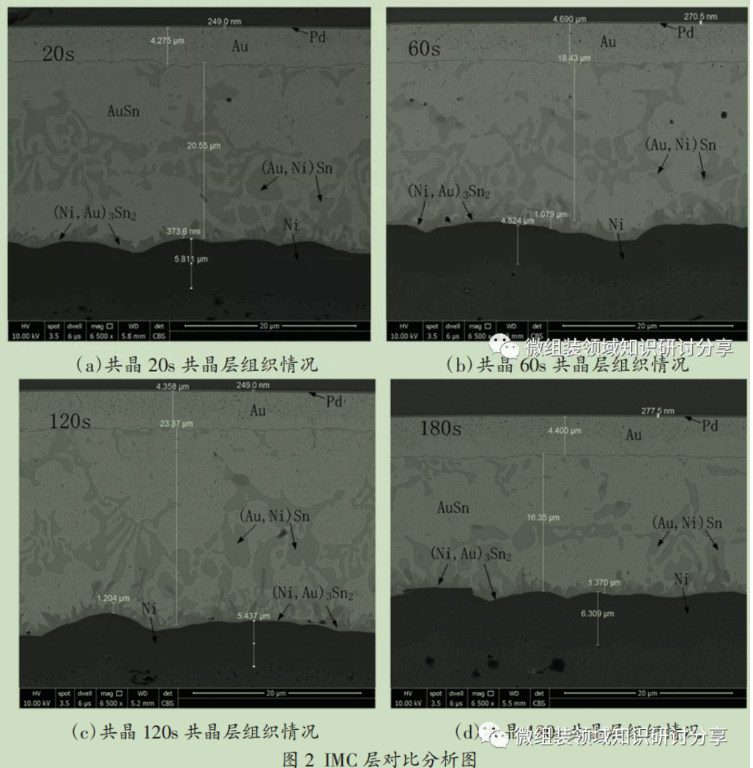
Skupaj s primerjalno analizo je bilo ugotovljeno, da z povečanjem eutektičnega časa se debelina IMC plasti pojavno povečuje od 0,373 μm do 1,370 μm, rast debljine IMC plasti pa se po eutektičnem času od 160 sekund upočasni. Glede na energetske spektralne analize se obrazuje IMC sestavljena iz (Au, Ni) Sn in (Ni, Au) 3Sn2 na vmesnici med lepilom in niklom. Analiza pokaže, da se med eutektičnim procesom element nikla postopoma difundira v Au Sn legiro, kar povzroča, da se plasta (Au, Ni) Sn, ki vsebuje malo Ni v legirski strukturi, pojavno povečuje, kar vodi k rasti IMC plasti.
Povezava različnih kovin v eutektičnem varsu zahteva IMC, zato lahko določena debelina IMC plasti pomažeta pri izboljšanju kakovosti varsanja. Vendar pa je IMC plast krhki sestavin in preveliko debelina IMC plasti lahko znatno zmanjša strigovo moč vari. Za zagotovitev obrazca primerne debeline IMC plasti se skupni eutektični čas običajno omeji na 2-3 minute, pri čemer traja eutektično taljenje 15-30 sekund. Pri takih pogojev se lahko debelina IMC plasti obdrži med 0,3-0,9 μm, pri čemer presežna moč eutektičnega čipa presega 9,15 Kgf.
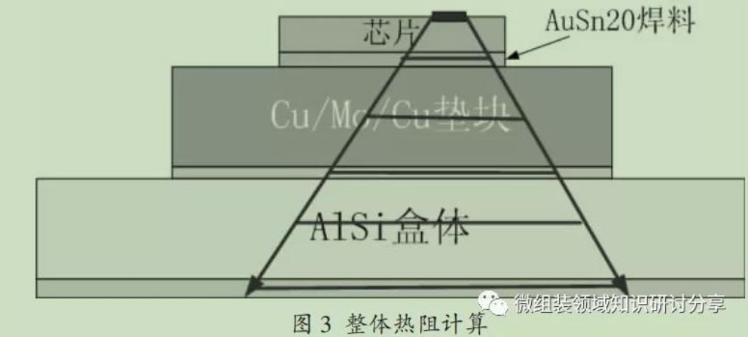
Prednost eutektičnega varsanja pred epoksidnim lepljenjem leži v njegovi nižji toplotni upornosti, ki lahko izpolni zahteve po odsotavljanju toplote visoko močnih čipov. Zato je toplotna upornost eutektičnega varsanja zelo pomembna. Toplotna upornost eutektičnih varsnih struktur se lahko analizira s pomočjo formule za toplotno upornost: R = h/K.S, kjer je R vrednost toplotne upornosti, h debelina varsne plasti, K toplotna prevodnost AuSn20 varsne smesi, in S presečna ploščina varsne plasti.
Za skupno strukturno toplotno upornost je model prikazan na sliki 3. Analiza je izračunana na podlagi difuzijskega toplotnega prenašanja v aktivni območji, glede na načrt difuzije pod koto 45 stopinj, in presečna ploščina je izračunana na podlagi učinkovite ploščine, torej produkta dolžine in širine srednjega dela trapezne površine.
Opozorilo: Vsebina tega članka izvira iz Micro Assembly (znanstvenega seminarja in delitve v področju mikrosestavljank). Avtorske pravice besedila, materialov, slik in druge vsebine pripadajo prvotnemu avtorju. Vsebina, ki je ponovno objavljena na tem spletnem mestu, je namenjena deljenju in učenju za vse. Če pride do poškodbe zakonitih pravic in interesov prvotnega avtorja, nas prosimo obvestite takoj in bomo razporedili brisanje povezane vsebine.
Guangzhou Minder-Hightech Co., Ltd.
Avtorske pravice © Guangzhou Minder-Hightech Co., Ltd. Vse pravice pridržane
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





