Eutectic viðskipti við það að eutectic smeltir niður í lágum hiti. Eutectic leggir beint um óvirka hluta án að fara í plástúmskipti, og er hittavini, mótsætti, skurðkraftur, trúarfullni, o.s.frv. betri en fyrir traditional epoxy bonding.
Eutectic lötun er víðlega notuð í lötun háfreknu, háveldis tækjum, og LED tækjum sem höfuðstóran hitaloks ástæðu vegna góðra krafta í há lötunarmáta, sterka skurðkrafta, lága tengimótsæða, og há hitaskiftarefni.
Það seminvent í almennum flutningsvél fyrir yfirborðssetningu hefur tryggjamáli frá 10-250g og er hægt að forritu og stjórna fyrir sérhverja setingu. Það einafars skipulag með rauntíma tryggjavísir, hugbúnaðarhiti á leiðréttri og rauntíma hitamálkerfi. Rökuþvott notar UV ultravioletra þvottuvél og BT plasmáþvottuvél.
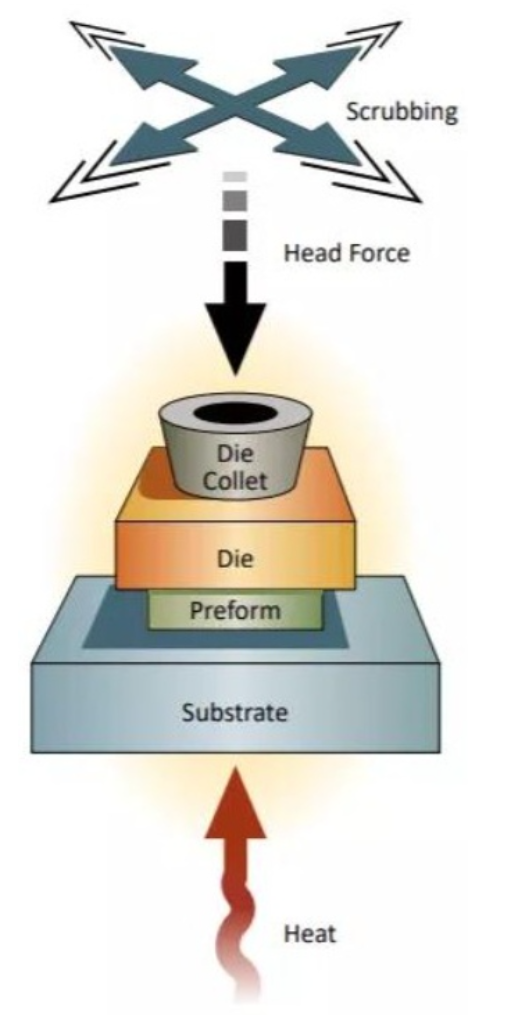
Þættinn setur fyrst bæri, lotuborð og reiknivél á hlutvegs upphettunartöfluna í röð, og notar töpuhulíng eða fasthalara til að fæsta bærin. Þegar bærrinn er settur á hettaþverrann, byrjar nitrogen-gas að komast út umkring þverrans. Þegar reiknivélina er sett á lotuborðið, byrjar hettaþverrinn að hitna eftir stilltu hitnaupphæðarferli. Eftir að lotan hefur smeltið, skrapar húpahöfuð reiknivélina til að lata lotunni verða fullkomin. Stuðlar eins og skrapunarhraði, leið, amplitúð, þrýstingur o.s.frv. geta verið stilltar. Eftir að lotan hefur sólt og fest, setur tækið samskeytt reiknivél aftur í vafflakassann.
Fyrir kynningarmaterial, varðu mismikið stærðir af gull-tín lota meðlyndarlagðar með skurðtæki, eftirfarandi með alkóhól-ultralyndisþvottun.
Bærið tekur á sig 1:2:1 Cu/Mo/Cu form, með Ni, Pd og Au sputtered á ytra flatanum. Á undan notkun er hann hreintur með alkóhólultrarétt rannsóknarþáttur, ultravíóletriða þunguhreinsun og plasmahreinsun fyrir viðhaldi.
Kjarninn tekur á sig GaAs veldarkjarni. Eftir að prófamaterialið er klárað, setja þau þá á borðinu fyrir flötukerfi í waffle box formi. Þá verður hitastigsrás, þrýsting, skorðun og önnur stika stjórnaðar með forritun. Heildarsamvinnuprosessinn er ljóslega lokið af flötukerfinu, með því að lækkja áhrif mannsfactors. Mæl þá afsmelur eftir sameiningu.
Niðurstöður prófs :
Sameininguhitastigrás stilling:
Hitihráefurinn fyrir sameiningu hefur aðallega þrjár stæður: upphitastöðuna, sameiningarstöðuna og kalningarstöðuna. Aðalmarkmiði upphitastöðunar er að fjarlægja vatnsgás innan í rúmboðsins og auka mismun á hituskifti; Sameiningarstöðin er hagnýtt fyrir myndun sameiningarlaga af smeltum leggjasambindum og er mikilvægust stöðin í sameiningarveldislögunnum; Kalningarstöðin er ferlið að kólna boðið eftir sameiningu, og kalnahiti og hraði munu áhrifast magni af aftangri innan í boðið. Almennt dregið hitikjör hefur verið sýnt á Mynd 1.
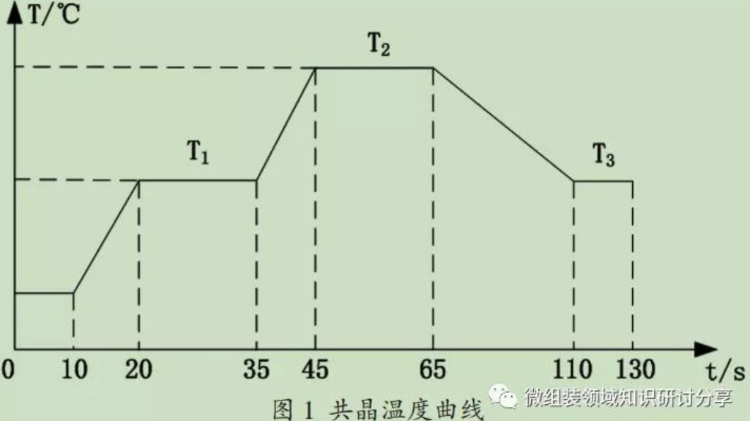
T2 er 30-60 gráður læri, T2 er eutektíska hitið, T3 er hlæðingarhitinn, sem er hægt að stilla á 200-260 gráður. Við þessa mikla áhrif eutektískra hitanna T2 á gæði eutektískrar skínslu var framkvæmt ennþrekjandi próf með einum þátta til að ákvarða T2. Úr greiningu niðurstöðna prófa kemur fram að þegar hitið á heitaborðinu er 320 gráður, myndast lóð fullkomint í líquidi og er hægt að gerast eutektísk veldsl. Til að auka þokugleiki og rannsóknir af gull-tínalóði, er eutektískur hitur settur á 320-330 gráður við veldslu með gull-tínalóð.
Auk annars, fyrir holdartíma eutektískra hita T2, voru ennþrekjandi próf framkvæmt með skannaðri elektronskyggmálaraðgerð til að athuga smásögu eutektískrar skínslu við mismunandi tíma T2. Niðurstöður prófa eru sýndar í mynd 2.
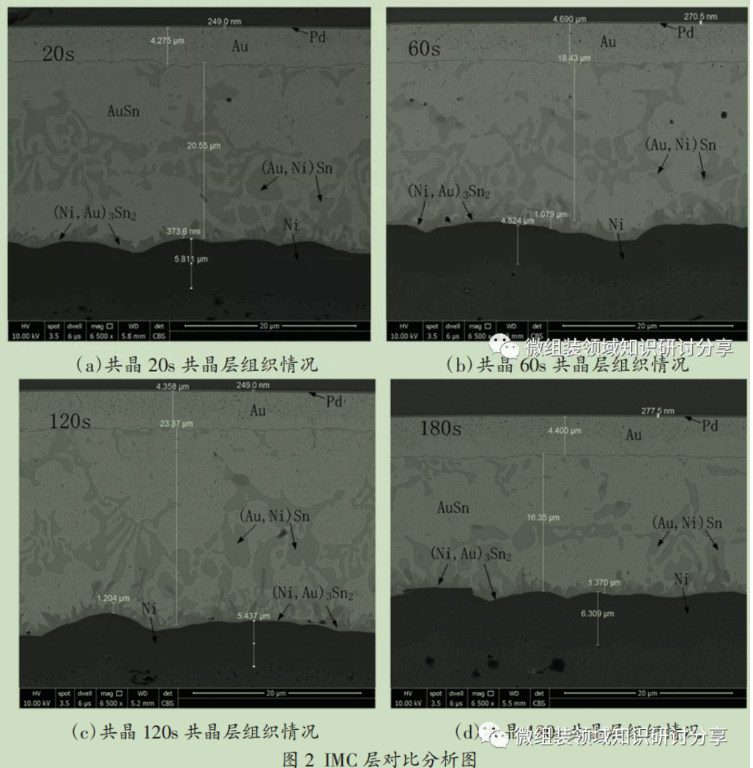
Þar sem samanburðaranalysí var gerð, var farið fram að með því að auðkenna tíminn hækki, hækkaði þykktin á IMC-skerðunni allsættlega frá 0,373um upp í 1,370um, og afstæðingarvöxturinn á þykktinni IMC hentist eftir 160 sekúndur af auðkenni. Eftir nýskotareikningafræðianalysí er búið til IMC sameiginlegt skerðunarskjal úr (Au, Ni) Sn og (Ni, Au) 3Sn2 við snjall/nickel ytra. Sameindun sýnir að á meðan auðkenni ferlið, snýst Ni hrindaþátta í Au Sn hrinduflærsluskerðuna, sem veldur að (Au, Ni) Sn skerðunin með lítinn Ni fastaupplausn í hrinduformbyggingunni hækki, sem leiðir til vaxtar í IMC skerðun.
Tenging áhugamikla metala í sameiningarsvið sem kraftrar IMC, svo að tilraun af sérstökri þkkt IMC-laga getur hjálpað að bæta gæði viðgerðar. Þótt IMC-lagið sé brotnefnt samsett, getur of stór þkkt IMC-laga minnkað markvistlega skurðþverfyrir viðgerðarinnar. Til að ganga úr skugga fyrir að myndast sérstöku þkkt IMC-laga, er heildar tími sameiningarstefnuður háður við 2-3 mínútur, með sameiningarmeltingartíma á 15-30 sekúndur. Undir þessum umstöðum er mögulegt að halda þkkt IMC-laga á milli 0.3-0.9 mikrometer og skurðþverfyrir sameiningarplata fer yfir 9.15Kgf.
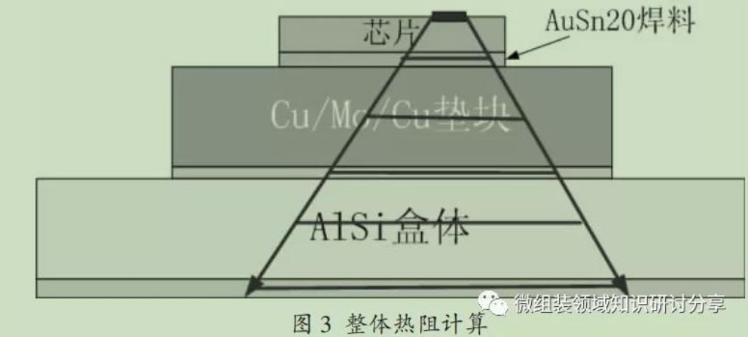
Forskaning eutektísþeytingar við mót efnaforbindi er í lægri hituafmót, sem getur uppfyllt hitaleitunarkröfur háveldisráða. Því miður er hituafmót eutektísþeytingar mjög mikilvægt. Hituafmót eutektíssveitarstrikanna er hægt að greina með formúlu fyrir hituafmót: R = h/K·S, þar sem R er gildi hituafmóts, h er þvermál sveitarlagss, K er hituleiðni AuSn20 sveitarlags og S er flötusvið sveitarlagsins.
Fyrir heildarstrúktúrurnar hituafmót er líkan sýnt í mynd 3. Reikningsferlið er útfært ásamt hituleiðunargreiningu í virkinguumhverfi, eftir 45 gráður greiningu af leiðandi plánu, og flötusvið er reiknað ásamt virkum svæði, þ.e. lengd-breiði margföldun pláns miðjaflata trapezsvæðisins.
Aðvörun: Efni þessarar greinar er frá Micro Assembly (vísindaseminar og sameining á við mikilsetningu). Hagur yfir ritgerð, efni, myndir og annað efni tilheyrir upphafsmannsins. Efnið sem endurskrannt er á þessu vefsvæði er fyrir allra meðlima notkun til að sameina og læra af. Ef réttindi og nýtslukostir upphafsmanns eru brottnemið, vinsamlegast látið okkur vita strax og vit munum skila eyðingu á sviðinu.
Guangzhou Minder-Hightech Co.,Ltd.
Höfundarréttur © Guangzhou Minder-Hightech Co., Ltd. Allur réttur áskilinn.
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA



