Եուտեկտիկ հղում է դարձնում եուտեկտիկ խառուցման պրոցեսին եուտեկտիկ գլանում բարձրացված ջերմաստիճաններում: Եուտեկտիկ ալյուրները անմիջապես փոխվում են հաստից հետևաբար չգնահատում պլաստիկ ստագերդը, իսկ դրանց ջերմահաղորդականությունը, ռեզիստանսը, սահքի ուժը, վավերությունը և այլն գերազանցում են تقليստական եպոկսի կպմանը:
Եուտեկտիկ կպումը լայնորեն օգտագործվում է բարձր հաճախության, բարձր ուժի սարքերի և LED սարքերի կպման մեջ, որոնք ունեն բարձր ջերմատրանսֆերացիայի պահանջ՝ շահագործողության բարձր ուժի կպման, սահքի ուժի ուժեղության, ցածր կպման ռեզիստանսի և բարձր ջերմատրանսֆերացիայի առավելություններով:
Ստանդարտ ավտոմատացված մականումների մաքնիների ճնշման կառավարման միջակայքը 10-250 գրամ է, և կարող է ծրագրվել և կառավարվել յուրաքանչյուր տեղադրման համար: Այն նաև ունի իրականավոր ժամանակի ճնշման հաղորդագրության համակարգ, պայմանական ջերմացումի մեթոդ և իրականավոր ժամանակի ջերմաստիճանի հաղորդագրության համակարգ: Ծանրավոր նյութերի կաթարումը կատարվում է UV ուլտրաարագացային կաթարման մաքնիներով և BT պլազմայի կաթարման մաքնիներով:
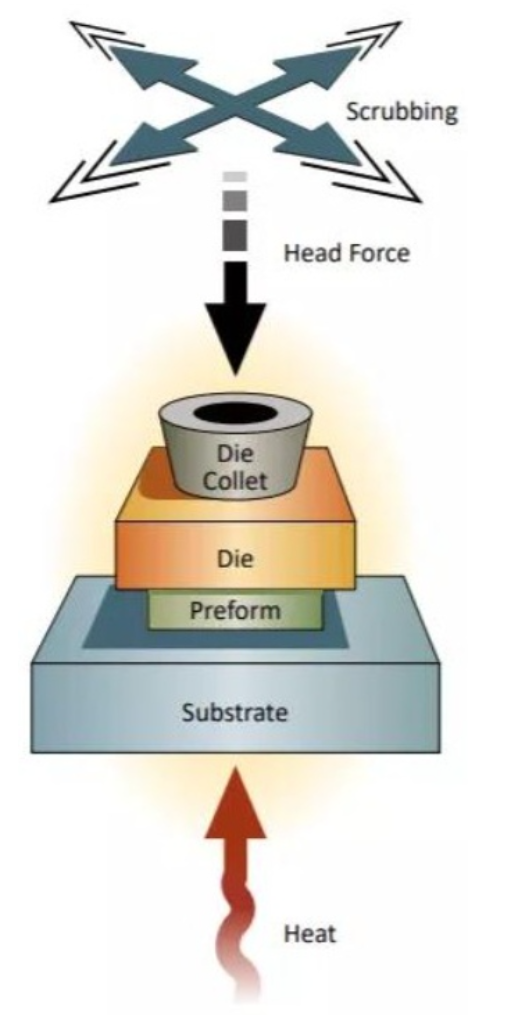
Մաքինային սկզբում տեղադրվում է պահարանը, սոլդերագծի հիմքը և ชิպը պալսային ջերմացումի սեղանի վրա հաջորդաբար, օգտագործելով վակուումի շուտեր կամ ֆիքսատորներ՝ պահարանը անմիջականորեն արգելելու համար։ Երբ պահարանը տեղադրվում է ջերմ ստագի վրա, նիտրոգենային գազը սկսում է արձանալ ջերմ ստագի շուրջը։ Երբ չիպը տեղադրվում է սոլդերագծի հիմքի վրա, ջերմ ստագը սկսում է ջերմացնել նշված ջերմաստիճանային կորության համաձայն։ Սոլդերի խորացման հետո սուգանողական գլխի սկսում է սեղմել չիպը՝ սոլդերի լիքիդացման համար։ Սեղմման հաճախությունը, ճանապարհը, ամպլիտուդը, սեղմությունը և այլ պարամետրերը կարող են սահմանվել։ Երբ սոլդերը սառուցվում է դառնում սառուցվածքը, մաքինան ավտոմատացում է վերադարձնում սինտերացված չիպերը վաֆլային տուփի մեջ։
Գերեստական նյութերի համար տարբեր չափումներով գոլդ-տին սոլդերը մեխանիկականորեն կտրվում է կտրող մաքինայով, այնուհետև ալկոհոլով համարվում է հավասարակշռված սկանակային կարանդաշում։
Տրանսպորտատորը օգտագործում է 1:2:1 Cu/Mo/Cu ձև, ինչպես նաև Ni, Pd և Au մակերեսի վրա շփման միջոցով։ Ամբողջական կիրառման առաջ այն ենթարկվում է ալկոհոլի .ultrasonic խանգում, ultraviolet կարագում, plasma կարագում գործընթացներին՝ հետադարձ օգտագործման համար։
Չիպը օգտագործում է GaAs ուժական չիպ։ 프로그րամային արդյունքների պատրաստումից հետո, դրանք դնում են վաֆլի տուփի ձևով surface mount մաքնիների ներդրման պլատֆորմային։ Դրանից հետո, temperature curve, pressure, scratching և այլ պարամետրերը կառավորվում են programming-ի միջոցով։ Ենթադրվող պրոցեսը ավտոմատ կատարվում է surface mount մաքնիների կողմից՝ մանրամասն մանրամասն մարդկանց ազդեցությունը նվազեցնելու համար։ Ենթադրվող պրոցեսից հետո չափում են shear force-ը։
Գործարարական արդյունքներ :
Ենթադրվող ջերմաստիճանի կոր կարգավորումը:
Եուտեկտիկ ջերմաստիճանի կորը հիմնականում ներառում է երեք փուլ: նախնապատյան փուլ, եուտեկտիկ փուլ և հորացման փուլ: Նախնապատյան փուլի հիմնական գործառնությունը սարքել է սարքել սարքիչի ներսում արդյունքաբար ջրածի գործավորությունը և նվազեցնել ջերմային անհամապատասխանության ստրեսը: Եուտեկտիկ փուլը հիմնականում պատասխանում է եուտեկտիկ շերտի գեղարվող համաloysականի ձևավորմանը և նշանակում է եուտեկտիկ համալիցման գործընթացի ամենակարևոր փուլն է: Հորացման փուլը սարքիչի հորացման գործընթացն է եուտեկտիկ գործընթացից հետո, և հորացման ջերմաստիճանը և արագությունը կարող են ազդել սարքիչի ներսում մնացած ստրեսի մagnitude-ի վրա: Տիպիկ ջերմաստիճանի կորը ցուցադրված է նկարում 1-ին:
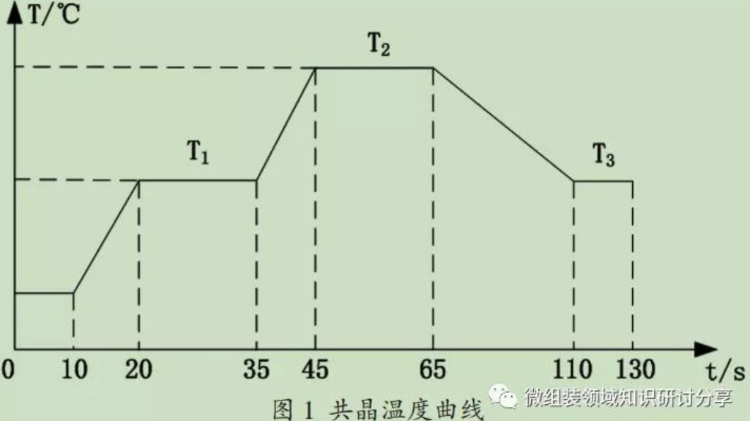
T2 30-60 աստիճանով ցածր է, T2 հավասար է եւթեկտիկ ջերմաստիճանին, T3 դա հուղարկման ջերմաստիճանն է, որը կարող է սահմանվել 200-260 աստիճանի միջև։ Եւթեկտիկ ջերմաստիճանի T2-ի ազդեցության պատճառով՝ եւթեկտիկ շերտի որակի վրա, կատարվեց միագույն փակտորի համեմատական փորձ, որպեսզի որոնենք T2-ն։ Փորձերի անալիզը ցույց տվեց, որ երբ ջերմ սանդարանի ջերմաստիճանը 320 աստիճան է, սուրբալինը լիքվում է լիովին և կարող է կատարվել եւթեկտիկ համախմբում։ Երկարության ավելացումի համար և գունա սուրբալինի հեղուկության համար եւթեկտիկ ջերմաստիճանը սահմանվում է 320-330 աստիճանի միջև՝ գունա սուրբալինի եւթեկտիկ համախմբման ժամանակ։
Ավելի նախ, եւթեկտիկ ջերմաստիճանի T2 պահումի ժամանակի համար՝ կատարվեց համեմատական փորձեր՝ օգտագործելով սկանավոր էլեկտրոնային միկրոսկոպը՝ եւթեկտիկ շերտի միկրոկառուցվածքը դիտարկելու համար՝ տարբեր T2 ժամանակների դեպքում։ Փորձերի արդյունքները ցույց են տվում Figure 2-ում։
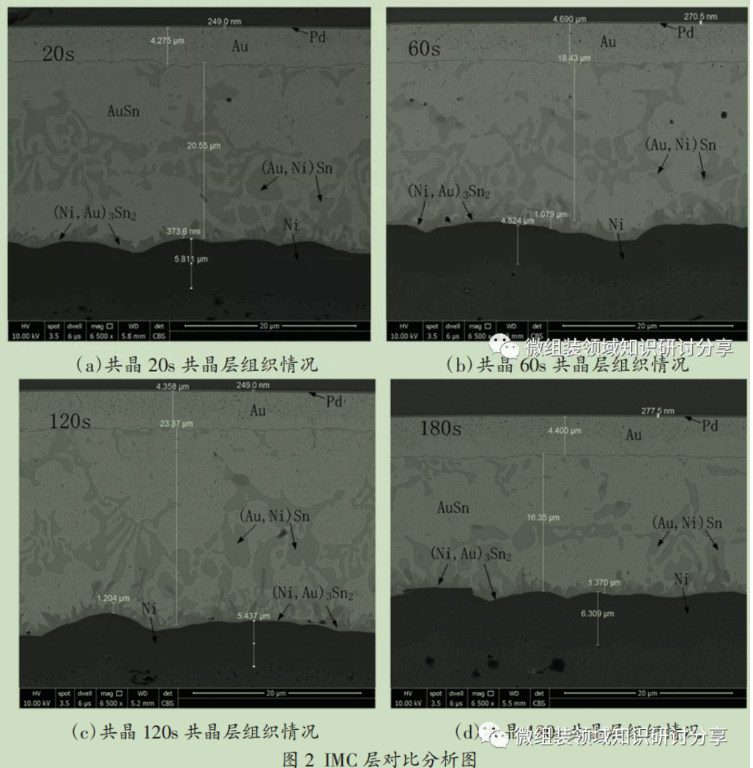
Դուրստանող համեմատական վերլուծության միջոցով, գտնվեց, որ էյուտեկտիկ ժամանակի աճի դեպքում ԻՄԿ շերտի հաստությունը تدريجی աճեց 0.373 միկրոմետրից մինչև 1.370 միկրոմետր, իսկ ԻՄԿ շերտի աճը դարձավ ավելի հանգուն 160 վայրկյանից հետո էյուտեկտիկ պրոցեսի ընթացքում։ Էներգիայի ספקտրոմետրիկ վերլուծության միջոցով գտնվեց, որ սոլդեր/նիկելի եզրում ձգտում է կառուցվել ԻՄԿ կոմպոզիցիոն շերտ, որը բաղկացած է (Աու, Նի) Սն-ից և (Նի, Աու) 3Սն2-ից։ Վերլուծությունը ցույց է տվել, որ էյուտեկտիկ պրոցեսի ընթացքում նիկելի տարրը 🚀 անդարձագայում է Աու Սն ալյուրի շերտում՝ նպատակաորին ավելացնելով փոքր քանակությամբ Նի սոլիդ լուծում Աու, Նի Սն շերտում՝ նպատակաորին ավելացնելով ԻՄԿ շերտի աճը։
Երկանդամ մետաղների համացանցումը էյոթեկտիկ վարդապետության մեջ պահանջում է ԻՄԿ-ն, по որոշակի հաստատությամբ ԻՄԿ շերտ կարող է օգնել վարդապետության որակը բարձրացնել: Սակայն ԻՄԿ շերտը կորոտքային միացություն է, և ավելի հաստ ԻՄԿ շերտ կարող է նշանակալիորեն նվազեցնել վարդապետության սահքափոխությունը: Էյոթեկտիկ շերտի հաստության ձևավորման համար ընդհանուր էյոթեկտիկ ժամանակը կառավարվում է 2-3 րոպե, որտեղ էյոթեկտիկ الذوبانի ժամանակը 15-30 վայրկյան է: Այս պայմաններում ԻՄԿ շերտի հաստությունը կարող է կառավարվել 0.3-0.9մկմ միջակայքում, և էյոթեկտիկ սենյակի սահքափոխությունը գերազանցում է 9.15Kgf:
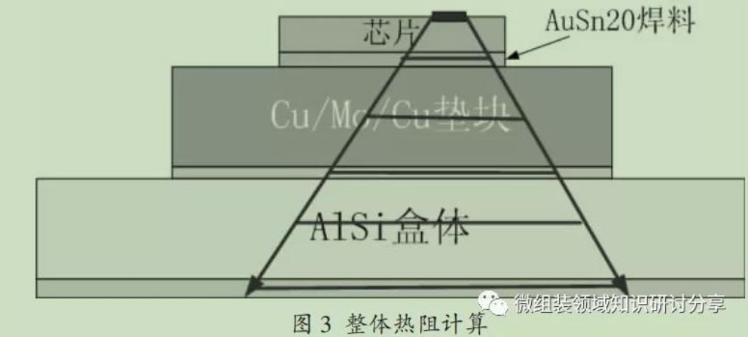
Եուտեկտիկ հաղորդման գոյացությունը էպոքս կպման վրան կապված է նրա իջեցող ջերմառուսավորության հետ, որը կարող է բավարարել բարձր ուժի մասնիկների ջերմանքալին պահանջներին: Այդ պատճառով, եուտեկտիկ հաղորդման ջերմառուսավորությունը շատ կարևոր է: Еоутեկտիկ հաղորդման կառուցվածքի ջերմառուսավորությունը կարելի է վերլուծել ջերմառուսավորության բանաձևով՝ R = h/K.S, որտեղ R-ն ջերմառուսավորության արժեքն է, h-ն հաղորդի շերտի հաստատությունն է, K-ն AuSn20 հաղորդի ջերմահաղորդականությունն է, իսկ S-ն՝ հաղորդի հատույթի մակերեսն է:
Ընդհանուր կառուցվածքի ջերմառուսավորության վերաբերյալ մոդելը ցուցադրված է նկարում 3-ում: Անալիզի գործընթացը հաշվարկվում է ակտիվ տարածքում տարածվող դիֆուզիայի ջերմափոխանցման հիման վրա, 45 աստիճանի դիֆուզիայի պլանով, իսկ հատույթի մակերեսը հաշվարկվում է ակտիվ տարածքի հիման վրա, այսինքն՝ տրապեզի միջին մասի երկարության և լայնության արտադրյալի պլանով:
Դիսկլեյմեր՝ նյութի այս հոդվածի պարունակությունը վերցված է Micro Assembly-ից (գիտական սեմինար և կիսատեղեկատվության ոլորտում): Տեքստի, նյութերի, պատկերների և այլ պարունակության հեղինակային իրավունքն անդամն է սկզբնական հեղինակին: Պարունակությունը, որը վերականգնվում է այս կայքում, նպաստելու և ուսումնասիրելու համար է բոլորին: Եթե սկզբնական հեղինակի օրենքական իրավունքները և ոգտագործումները ենթարկվեն խանգարումների, խնդրում ենք հաստատելու մեզ արագ և մենք կառուցված ենք այս պարունակության ջնջելու:
Guangzhou Minder-Hightech Co.,Ltd.
权 © Գյուանգզու Մինդեր-Հայտեխ Կո.,Լտդ. Բոլոր իրավունքները պաշտպանված են
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





