Eutekties verwys na die verskynsel van eutektiese smelting in eutektiese lood teen relatief lae temperature. Eutektiese legerings verander direk van vaste na vloeistof sonder om deur die plastiese stadium te gaan, en hul termiese geleiheid, weerstand, skuifkrag, betroubaarheid, ens. is beter as dié van tradisionele epoksbonding.
Eutektiese weldeg word wydverspreid gebruik in die weldeg van hoë-frequentie, hoë-kragsapparate, asook LED-toestelle met hoë warmteafvoer vereistes weens sy voordele van hoë weldesterkte, kragtige skuifkrag, lae konneksieweerstand en hoë warmteoordrag-effektiwiteit.
Die konvensionele outomatiese oppervlakplakmasjien het 'n drukbeheerbereik van 10-250g, en kan vir elke plaasingsprogrammeerbaar en beheerbaar wees. Dit het ook 'n reële tyd drukvoedersysteem, 'n polsverhittingmetode, en 'n reële tyd temperatuurdeteksiesisteem. Raa materiaalreiniging maak gebruik van 'n UV-ultravioletreinigingsmasjien en BT-plasmareinigingsmasjien.
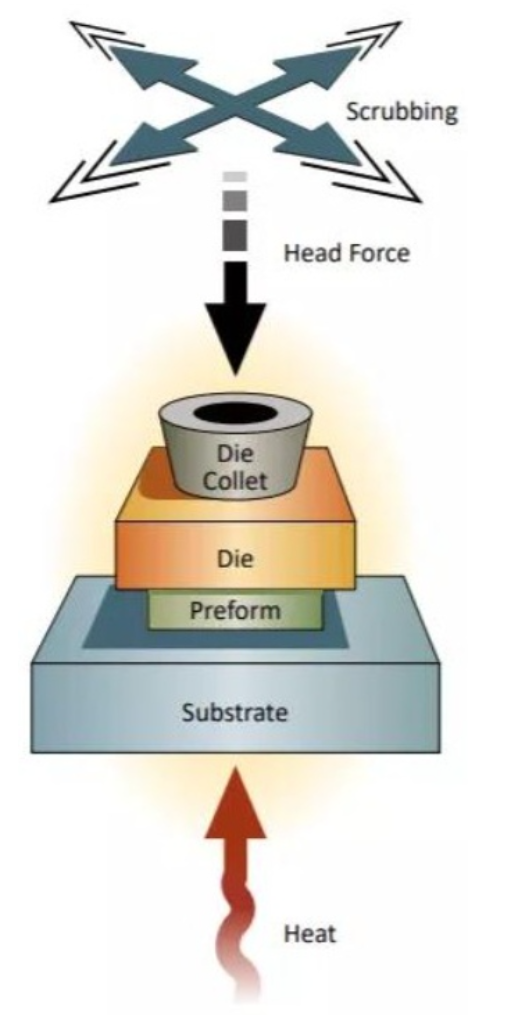
Die masjien plaas eers die draer, loodstuk, en chip op die pulsverhittingstafel in volgorde, en gebruik vakuumlokhulle of vaste houers om die draer vas te hou. Wanneer die draer op die warme stadium geplaas word, begin stikstofgas om die warme stadium uit te kom. Wanneer die chip op die loodstuk geplaas word, begin die warme stadium volgens die ingestelde temperatuurkurwe verhit. Nadat die lood gesmelt het, skrape die suksiepkop die chip om die lood volledig te bevochtig. Die parameters soos skraapfrequentie, pad, amplitude, druk, ens. kan ingestel word. Nadat die gekoelde lood gestold het, plaas die masjien die gesinterde chips outomaties terug in die wafelskatjie.
Voor eksperimentele materiaal is verskillende groottes van goud-tin lood meganies met 'n snymasjien gesny, gevolg deur alkohol ultra-geluidreiniging.
Die drager neem 'n 1:2:1 Cu/Mo/Cu vorm aan, met Ni, Pd en Au gespatter op die oppervlak. Voordat dit toegepas word, ondergaan dit 'n proses van alkohol-ultrasone droogmaking, ultravioletoonreiniging en plasma-reiniging vir reservetoepassing.
Die chip gebruik 'n GaAs-krachtsilikaat. Nadat die eksperimentele materiaal voorberei is, word dit in wafelvorm op die voerplatform van die oppervlaktemontasjien gestel. Daarna word die temperatuurklyn, druk, skrapping en ander parameters deur programmering beheer. Die hele eutektiese proses word outomaties deur die oppervlaktemontasjien voltooi, wat die invloed van menslike faktore verminder. Meet die snykrag ná voltooiing van die eutektiese proses.
Eksperimentele resultate :
Eutektiese temperatuurklyn-instelling:
Die eutektiese temperatuurkromme sluit hoofsaaklik drie fases in: die voorverhittingfase, die eutektiefase en die afkoelfase. Die primêre funksie van die voorverhittingfase is om waterdamp binne die toestel te verwyder en termiese onverenigbaarheidsstres te verminder; Die eutektiefase is hoofsaaklik verantwoordelik vir die vorming van die gesmeltde eutektiese laag en is die belangrikste fase in die eutektiese welproses; Die afkoelfase is die proses waarin die toestel na afloop van die eutektisering afgekoel word, en die afkoeltemperatuur en -tempo sal die grootte van die residu-stres binne die toestel beïnvloed. Die tipiese temperatuurkromme word in Figuur 1 getoon.
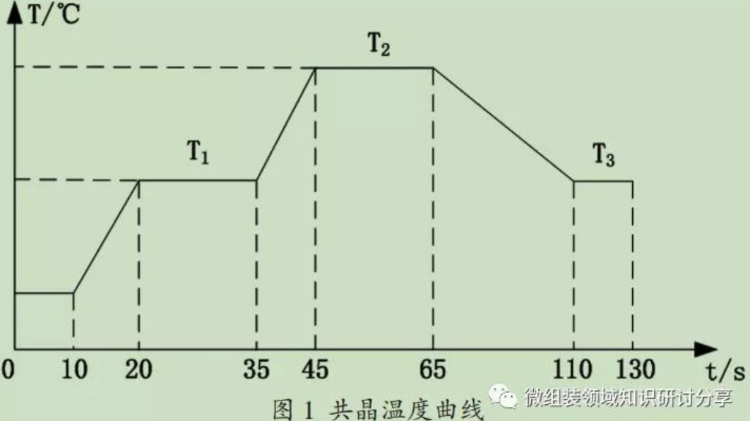
T2 is 30-60 grade lager, T2 is die eutektiese temperatuur, T3 is die koeltemperatuur, wat ingestel kan word op 200-260 grade. As gevolg van die groot impak van die eutektiese temperatuur T2 op die kwaliteit van die eutektiese laag, is 'n enkelfaktorvergelykende eksperiment gedoen om T2 te bepaal. Die analise van die eksperimentele resultate wys dat wanneer die warme tafeltemperatuur 320 grade is, word die lood volledig gesmelt en kan eutektiese welving plaasvind. Om die natbaarheid en vloeibaarheid van die goud-tin lood te verhoog, word die eutektiese temperatuur ingestel op 320-330 grade tydens goud-tin eutektiese welving.
Boonop, vir die behou tyd van die eutektiese temperatuur T2, is vergelykende eksperimente gedoen deur skandeerend elektron mikroskoopie te gebruik om die mikrostruktuur van die eutektiese laag by verskillende T2 tye te observeer. Die eksperimentele resultate word in Figuur 2 getoon.
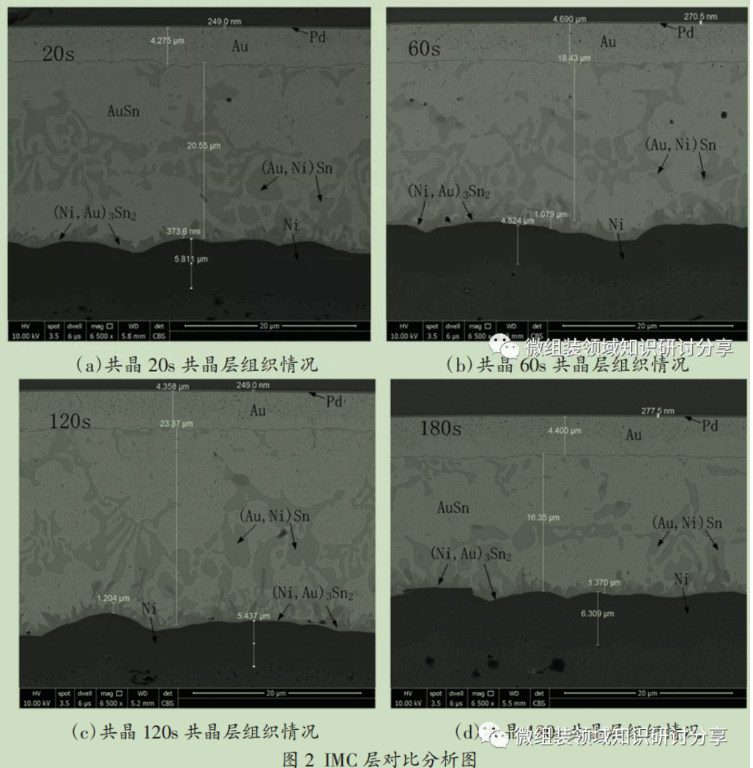
Deur vergelykende analise is gevind dat met die toename van eutektiese tyd, die dikte van die IMC-laag geleidelik van 0.373um tot 1.370um toegeneem het, en die groei van die IMC-dikte vertraag na 160 sekondes eutektiese tyd. Volgens energie-spektrumanalise word 'n IMC-samplaaier gevorm wat bestaan uit (Au, Ni) Sn en (Ni, Au) 3Sn2 by die soldeernikkel- grensoppervlak. Analise wys dat tydens die eutektiese proses die alleer Ni-element geleidelik in die Au Sn-alleerlaag diffu-seer, wat lei tot die toename van die (Au, Ni) Sn-laaie wat 'n klein hoeveelheid Ni-vastoplossing in die alleerstruktuur bevat, wat lei tot die groei van die IMC-laag.
Die verbindings van verskillende metale in eutektiese welde vereis IMC (Intermetaliese Kompoonde), so 'n sekere dikte van die IMC-laag kan help om die wel-kwaliteit te verbeter. Egter, die IMC-laag is 'n broos kompoud en 'n oormatig dik IMC-laag kan beduidend die skerpkrag van die wel verminder. Om die vorming van 'n toepaslike dikte van die IMC-laag te verseker, word die totale eutektiese tyd beheer op 2-3 minute, met 'n eutektiese smeltyd van 15-30 sekondes. Onder hierdie toestande kan die dikte van die IMC-laag beheer word tussen 0.3-0.9um, en die skerkrav van die eutektiese plaatjie styg bo 9.15Kgf.
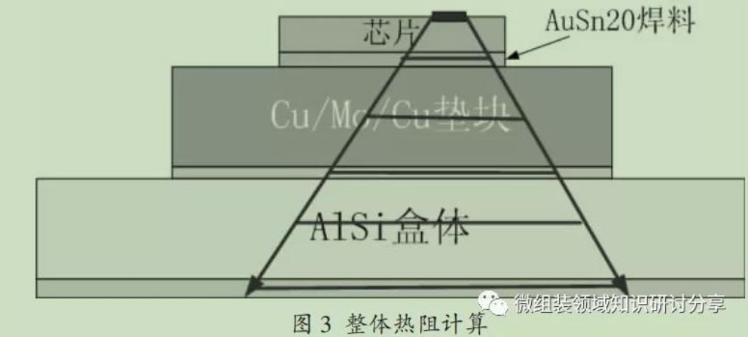
Die voordeel van eutektiese welving oor epoksbondeling lê in sy lagere termiese weerstand, wat die hitteverspreiding vereistes van hoë-kragsisolate kan voldoen. Dus is die termiese weerstand van eutektiese welving baie belangrik. Die termiese weerstand van eutektiese loodstrukture kan met die termiese weerstandformule geanaliseer word: R=h\/K.S, waar R die termiese weerstandwaarde is, h die dikte van die loodlaag is, K die termiese geleiheid van AuSn20-lood is, en S die kruissnitgebied van die lood is;
Voor die algehele strukturele termiese weerstand, word die model in Figuur 3 getoon. Die analiseproses word gebaseer op die verspreidingswarmteoorgang in die aktiewe area, volgens 'n 45-graad verspreidingsplan, en die kruissnitgebied word bereken op grond van die effektiewe area, dit wil sê die lengte-breedteproduktplan van die middelste gedeelte van die trapesvormige oppervlak.
Vereffening: Die inhoud van hierdie artikel word vanaf Micro Assembly (n kennisseminarium en -deling in die veld van mikroassamblee) gekopieer. Die outeursreg oor die teks, materiaal, beelde en ander inhoud behoort aan die oorspronklike skrywer. Die opnieuw gepubliseerde inhoud op hierdie webwerf is vir almal om te deel en te leer van. As die wettige regte en belange van die oorspronklike skrywer betref, informeer asb. ons tydig en ons sal voorbereide wees om die betrokke inhoud te verwyder.
Guangzhou Minder-Hightech Co.,Ltd.
Kopiereg © Guangzhou Minder-Hightech Co., Ltd. Alle regte voorbehou.
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





