Еццинг нискодимензионалног материјала односи се на процес еццинга дводимензионалних материјала (као што су графен, молибден дисулфид итд.) и једнодимензионалних материјала (као што су наножице, нанотубе итд.). Циљ нискодимензионалног ецирања материјала је припрема наноструктура са специфичним облицима и величинама, како би се постигла контрола и оптимизација својстава материјала и перформанси уређаја. Мало димензионални материјали се генерално граде помоћу метода хемијског грађења. Користи хемијске реакције за обраду материјала, а обично коришћене методе хемијског ецирања укључују влажно ецирање и суво ецирање.
Тешкоће у грађивању нискодимензионалних материјала углавном укључују: 1 Избор грађивања: Различити материјали нискодимензионалних материјала имају различите захтеве за услове грађивања, а одговарајући услови грађивања морају бити одабрани на основу специфичних својстава материјала, као што су га Квалитет ецирања: Квалитет ецирања нискодимензионалних материјала директно утиче на њихове перформансе и апликације, а неопходно је контролисати брзину и дубину ецирања како би се избегло прекомерно или недовољно ецирање. 3. Уколико је потребно. Једноставност ецирања: Једноставност ецирања нискодимензионалних материјала је од кључне важности за припрему висококвалитетних уређаја, а неопходно је контролисати параметре као што су температура, проток гаса и притисак током процеса ецирања како би се осигурала једноставност ецирања. 4. Уколико је потребно. Обрада након ецирања: Након ецирања, узор треба очистити и третирати како би се уклонили производи за ецирање и остаци гасова за ецирање, обезбеђујући квалитет површине и стабилност узорка.
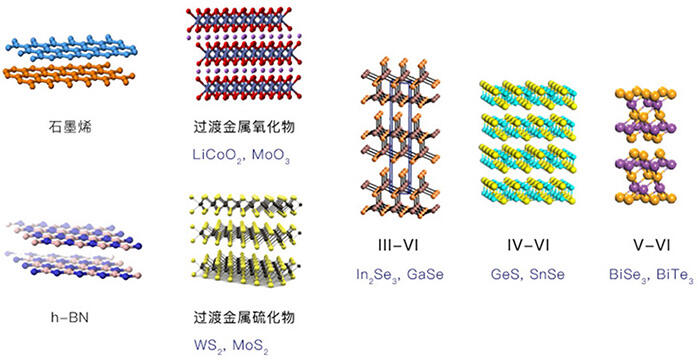
Дводимензионални електронски танки филмски материјали се односе на нове дводимензионалне материјале са једним или неколико дебелина атомског слоја углавном формиране ковалентним везом.
Углавном укључује:
1. у вези са Графен,х-БН;
2. Уколико је потребно. Оксиди прелазних метала;
3. Уколико је потребно. ТМЦ,МХ 2(М=Мо, В, Ре, Ти, Зр, Хф, В, Нб, Та, Пт, Пд, Фе; Х=С, Се, Те), МоС 2、ВС 2;itd.
4. Уколико је потребно. Делимични материјали на бази сулфура III/IV/V итд.
Рана истраживања о дводимензионалним електронским танким филмским материјалима, посебно графеновим материјалима, углавном су се фокусирала на методе припреме дводимензионалних материјала, као што су механичко ексфолирање, редукција, депозиција итд., као и проучавање својстава материјала. Са континуираним пробојама у припреми великих дводимензионалних танких филмских материјала, људи су почели да обраћају пажњу на припрему уређаја. Трњење и образац дводимензионалних теноких филмских материјала су кључни за припрему дводимензионалних уређаја. Традиционална полупроводничка плазмена метода сувог ецирања има два фатална недостатка у ређивању и обрасцивању дводимензионалних материјала:
1. у вези са "Снажног капацитета" више од 50 W;
2. Уколико је потребно. Ионско бомбардовање високе енергије може изазвати оштећење структуре 2Д материјала, што резултира дефектима материјала
Карактеристике које специјализована машина за резање за дводимензионалне материјале треба да поседује су:
1. у вези са Контролисање излазне снаге на нивоу миливата;
2. Уколико је потребно. Минимална почетна снага треба да буде контролисана испод 5 Вт;
3. Уколико је потребно. Контрола ецирања слоја по слоју, са брзином ецирања која се може прецизно контролисати између 0,3 и 10 слојева у минути
4. Уколико је потребно. Ионска енергија за бомбардовање узорка може бити ниска од 10 eV или мање
2Д раствор за резирање материјала - ШЛ 100 мкм/200 мкм - РИЕ
Развили смо машину SHL 100 μ/200 μ - RIE серије засновану на микроплазми за решавање питања примене дводимензионалног образаца материјала које смо поменули горе. Машина се користи за резбу редукције слојева и образац резбу дводимензионалних материјала као што је графен. Слика 2 показује изглед дводимензионалне машине за гравирање материјала.

Главне примене дводимензионалних машина за резивање материјала су:
1. у вези са 2Д материјално деламинационо гравирање за припрему једнослојних или неколико слојева 2Д материјалних узорака
2. Уколико је потребно. 2Д материјални образац еццинг за припрему 2Д материјалних уређаја
3. Уколико је потребно. 2Д обрада модификације материјала
Основни показатељи перформанси дводимензионалне машине за гразивање материјала:
1. у вези са Могу да обрађују узорке до четири инча/осам инча и мање у величини;
2. Уколико је потребно. Ултра слаба плазмена еццхинг: може постићи процесну снагу ниску од 3 Вт (@ 100 мм електрода) РФ (@ 13.56 МГц), са густином снаге ниском од 38 мВт/см2 и тачношћу излазне снаге мањом од 0,1 Вт;
3. Уколико је потребно. Ионска енергија за бомбардовање узорка може бити ниска од 10 eV;
4. Уколико је потребно. "Стимулатор" за "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање
Главна конфигурација дводимензионалне машине за резивање материјала је:
1. у вези са "Снажна енергија" (W) која је већа од 100 W у укупном броју, а која је већа од 100 W у укупном броју,
2. Уколико је потребно. "Снаги" који се могу користити за "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укључивање" у "укљу
3. Уколико је потребно. "Предозивање" је процес који се врши у условима који су погођени за одређени период.
4. Уколико је потребно. Потпуно аутоматска контрола процеса, управљање корисничким логином, снимање свеобухватних података о процесу и података о стању машине у реалном времену, управљање библиотеком процеса рецепта и позивање, управљање животним циклусом компоненти и самоинспекција грешке.
2Д материјала графички резултати машине за гравирање:
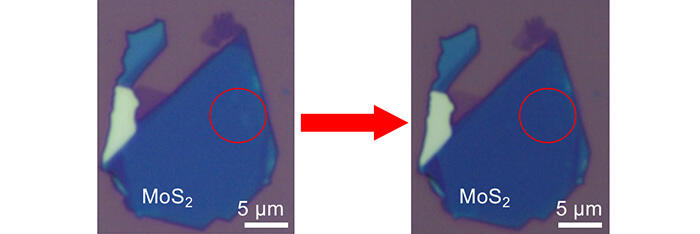
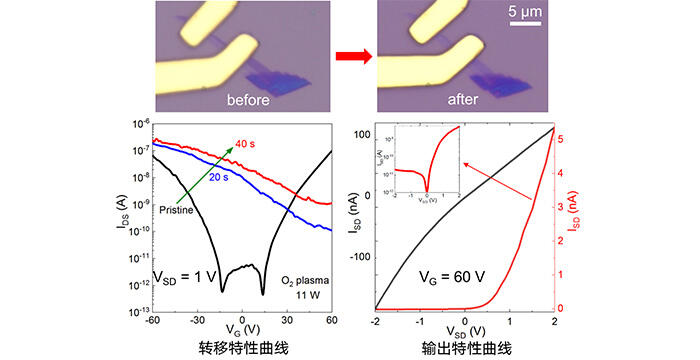
SHL100μ-RIE,38 мВт/см 2, 10с: Чисти остатак на површини мање слојева флакона МоС 2.
Од Сун Џијан и Лиу Сјаочи тима, Школе за физику и електронику Централног јужног универзитета.
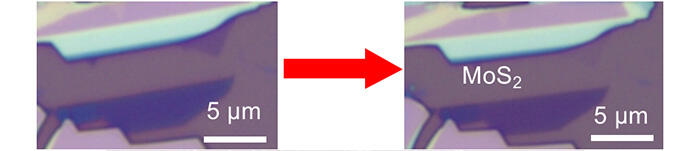
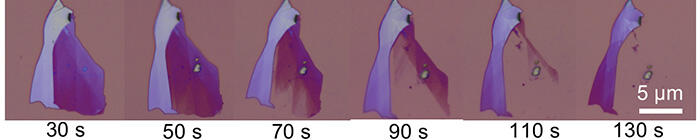
SHL100μ-RIE, 51 мВт/см 2, 3с: Ецх МОС 2слој по слој.
Од Сун Џијан и Лиу Сјаочи тима, Школе за физику и електронику Централног јужног универзитета.
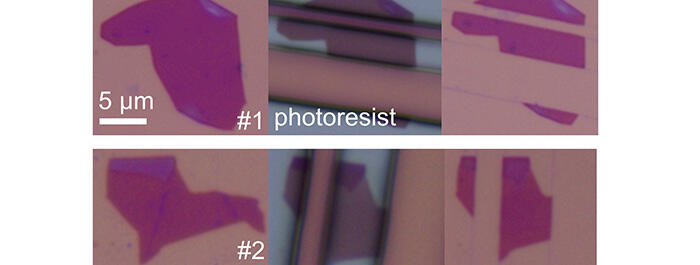
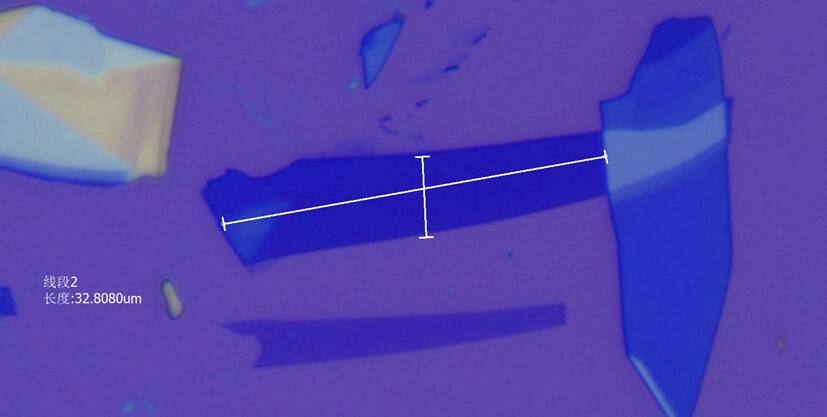
SHL100μ-RIE, 0,5 Вт/см 2: Ецх Графен слој по слој.
Од Сун Џијан и Лиу Сјаочи тима, Школе за физику и електронику Централног јужног универзитета.
SHL100μ-RIE, 140 мВт/см 2: ВСЕ 2допинг типа П.
Од Сун Џијан и Лиу Сјаочи тима, Школе за физику и електронику Централног јужног универзитета.
SHL100μ-RIE, 0,5 Вт/см 2: Ецх Графен слој по слој.
Од Сун Џијан и Лиу Сјаочи тима, Школе за физику и електронику Централног јужног универзитета.

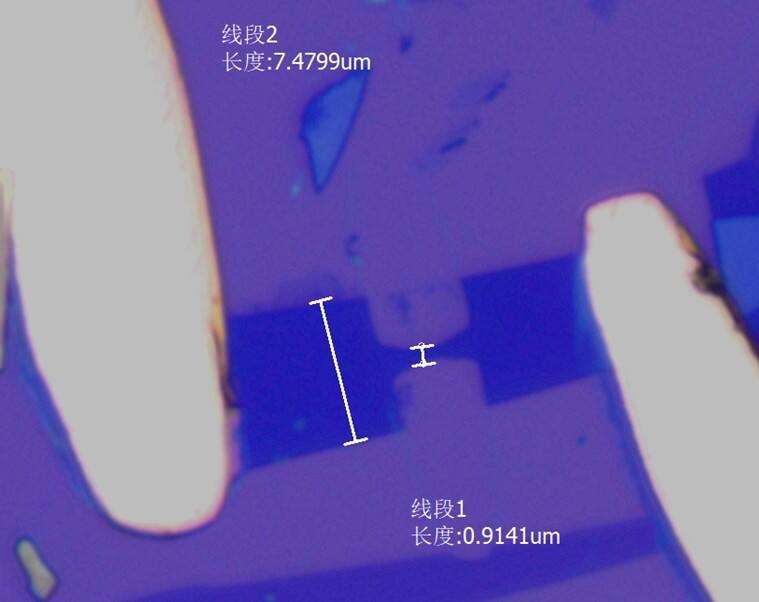
SHL100μ-RIE, Ецх ВС 2слој по слој.
Од тима Сјуефеи Ли, Школе науке и технологије Универзитета Хуацхонг.
SHL100μ-RIE, Ецх Графен слој по слој.
Гуангцоу Миндер-Хигтек Цо, Лтд.
Copyright © Гуангзхоу Миндер-Хигхетх Цо., Лтд. Сва права су резервисана
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





