
반자동 용접기
자동차 센서 기술적 해결책
1. 전체 렌더링
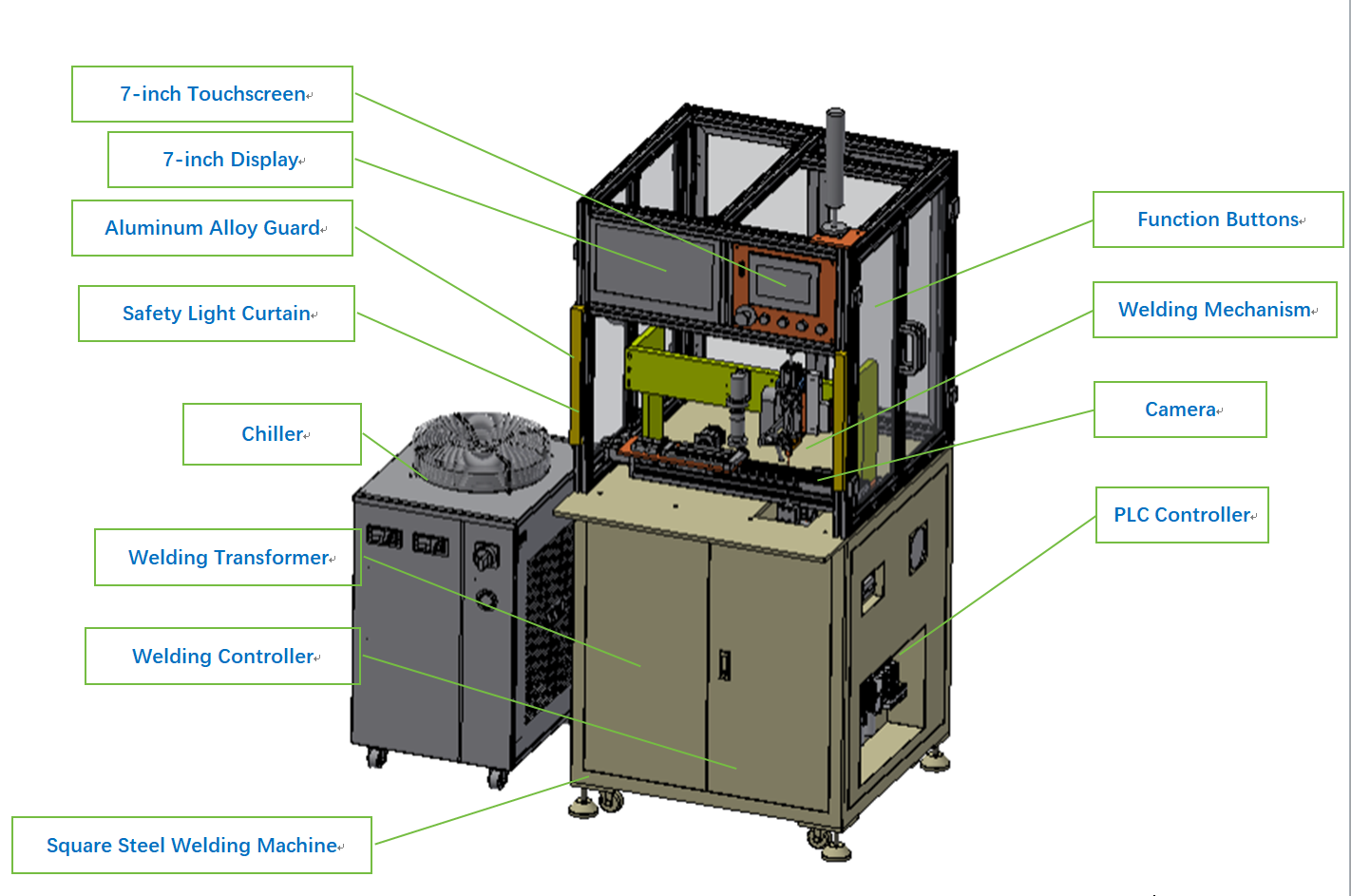
전체 치수: 길이 870 × 폭 800 × 높이 1700
2. 용접 메커니즘
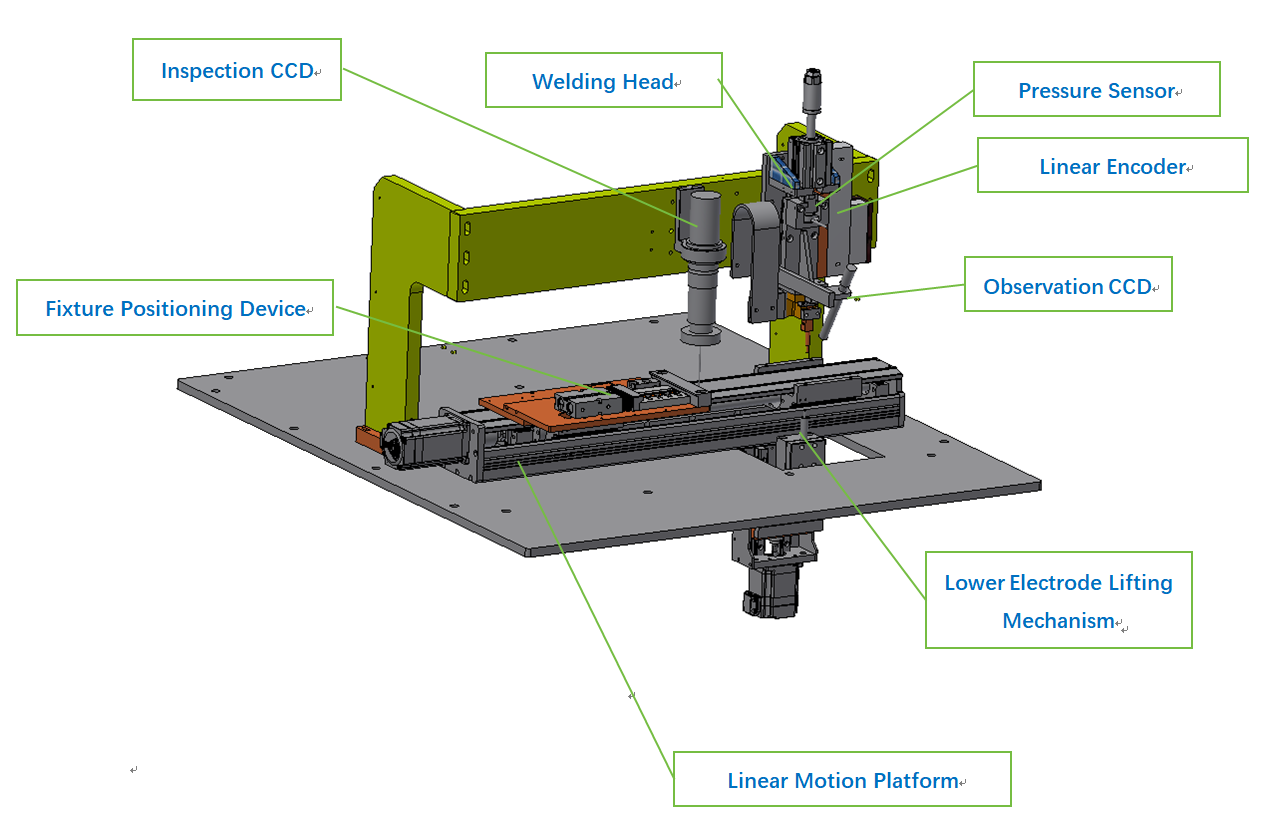
스프링 로드 방식 압력 범위: 약 20 –100 N;
선형 이동 스테이지 이동 거리: 약 350 mm.
3. 공작물 고정장치:
공작물 고정장치는 빠른 교체가 가능한 설계로 제작되었으며, 공작물은 수동으로 고정장치에 장착한 후, 고정장치 전체를 이동식 플랫폼에 올려 정위치시킵니다.
한 번에 1개에서 5개까지 제품을 로드할 수 있습니다.
다양한 치수의 작업물은 맞춤 설계된 지그(fixtures)가 필요합니다.
4. 제어 시스템 아키텍처
1. 용접 압력 신호는 용접 헤드에 장착된 압력 센서에서 출력되며, 신호 증폭기를 거친 후 PLC로 입력되어 샘플링 및 데이터 처리가 수행됩니다.
2. 전류 신호는 전원 공급 장치 컨트롤러에서 RS485 통신을 통해 PLC로 전송되어 저장됩니다.
3. PLC와 전원 공급 장치 컨트롤러 간의 RS485 통신 링크는 용접 파라미터 설정도 지원합니다.
4. 용접 공정 중 생성된 모든 생산 데이터는 PLC에 의해 중앙 집중적으로 수집되어 터치스크린으로 전송되며, USB 드라이브에 저장됩니다. 이때 PLC는 호스트 컴퓨터와의 통신이 필요하지 않습니다.
5. 비전 시스템은 RS485를 통해 PLC와 통신하여 검사 결과를 전송합니다.
5. 생산 과정:
1. 지그(fixtures)를 수동으로 배치합니다. —제품이 장착된 상태에서—모바일 플랫폼 위에 올려놓습니다. — 2초
2. 클램프 고정 버튼을 누르면 공압 실린더가 작동하여 피ixture를 고정합니다. — 1초
3. 시작 버튼을 누릅니다. — 1초
4. 플랫폼이 첫 번째 용접 지점의 위치로 이동합니다. — 2초
5. 첫 번째 지점을 용접한 후 다음 위치로 이동합니다(총 10개 지점). — 1.5초 × 10 = 12초
6. 용접 완료 후, 플랫폼이 시각 검사 스테이션으로 이동하여 이미지를 촬영하고 영상 처리를 수행합니다. — 2초
7. 플랫폼이 로딩 스테이션으로 복귀하여 피ixture를 해제합니다. — 2초
8. 한 개의 피ixture 배치(1개 제품) 완료에 소요되는 예상 시간: 약 22초. 예상 생산 능력: 시간당 163대. 필요 인원: 운영자 1명.
저작권 © 광저우 민더 하이테크 코.,Ltd. 모든 권리 보유
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA



