
Machine à souder semi-automatique pour
Capteurs automobiles Solution technique
1. Rendu général
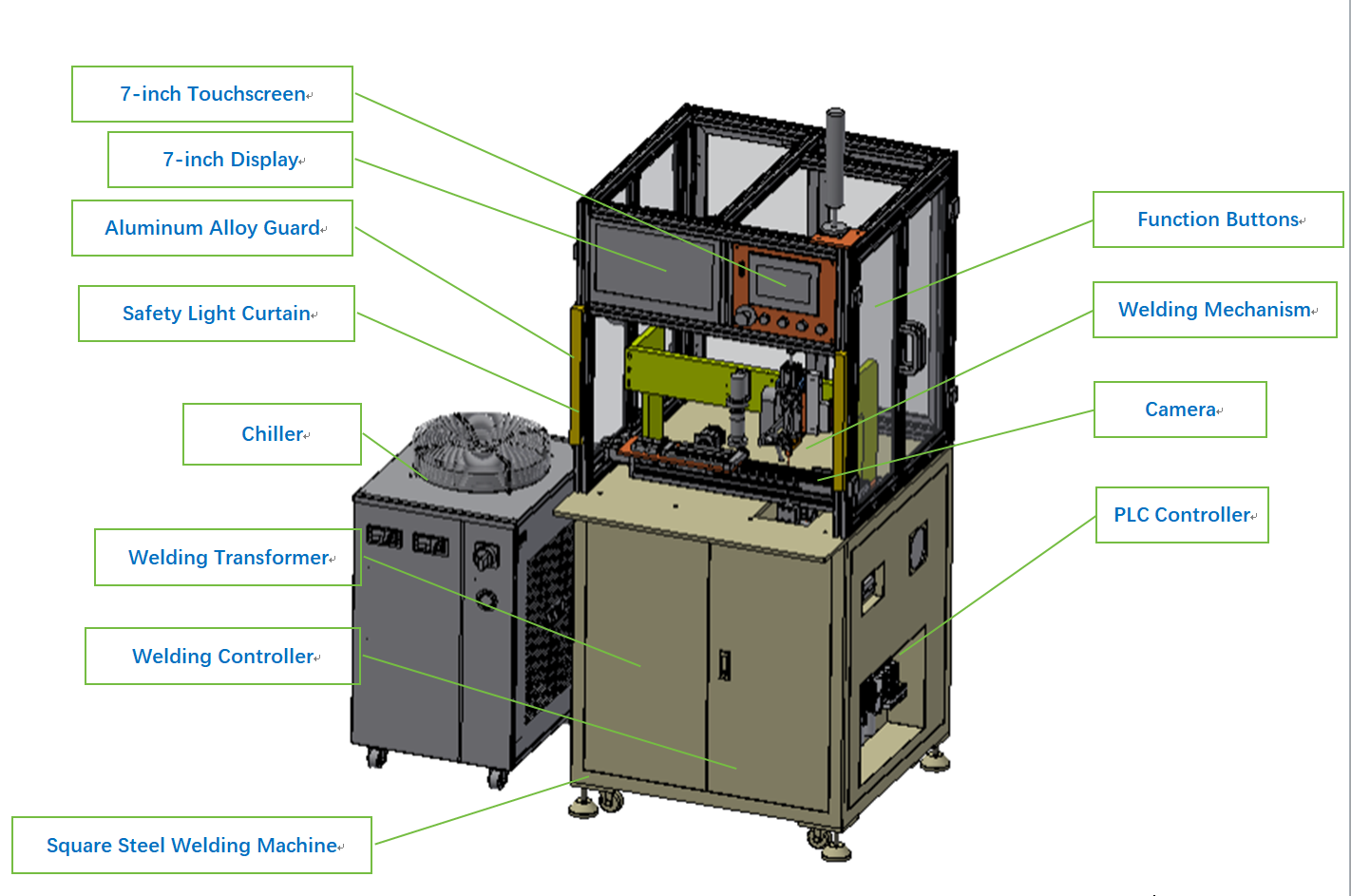
Dimensions globales : Longueur 870 × Largeur 800 × Hauteur 1700
2. Mécanisme de soudage
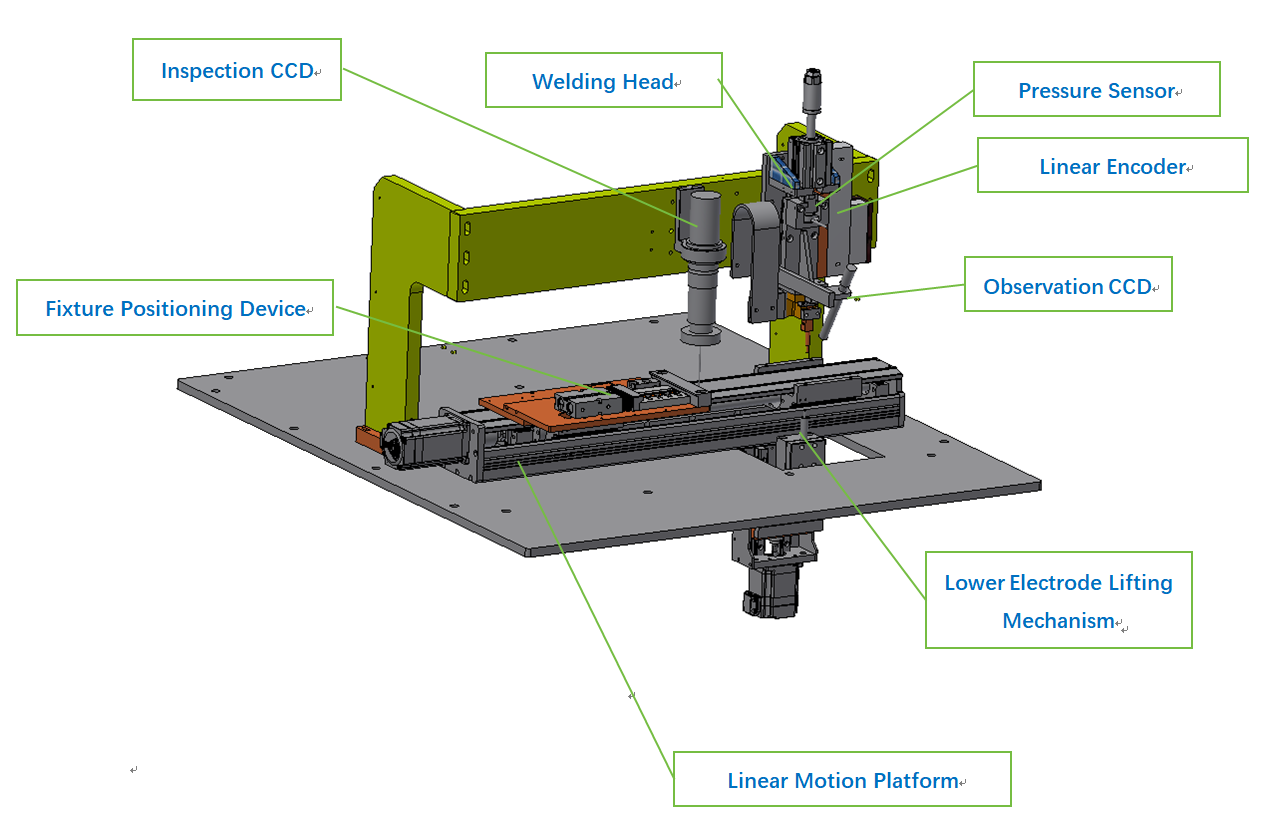
Plage de pression du mécanisme à ressort : environ 20 –100 N ;
Course de la table de déplacement linéaire : environ 350 mm.
3. Dispositif de fixation de la pièce à usiner :
Le dispositif de fixation de la pièce à usiner présente une conception à changement rapide ; les pièces sont placées manuellement dans le dispositif, qui est ensuite chargé en tant qu’ensemble complet sur la plateforme mobile afin d’être positionné.
de 1 à 5 produits peuvent être chargés simultanément.
Les pièces à usiner de dimensions différentes nécessitent des dispositifs de maintien sur mesure.
4. Architecture du système de commande
1. Le signal de pression de soudage est émis par un capteur de pression monté sur la tête de soudage, puis passe par un amplificateur de signal avant d’être échantillonné et traité par l’API.
2. Le signal de courant est transmis du contrôleur d’alimentation à l’API via une communication RS485 pour stockage.
3. La liaison de communication RS485 entre l’API et le contrôleur d’alimentation permet également la configuration des paramètres de soudage.
4. Toutes les données de production générées pendant le processus de soudage sont collectées de façon centralisée par l’API et transmises à l’écran tactile pour stockage sur une clé USB ; l’API ne nécessite aucune communication avec un ordinateur hôte.
5. Le système de vision communique avec l’API via RS485 pour transmettre les résultats de l’inspection.
- Je vous en prie. Processus de production:
1. Placer manuellement le dispositif de maintien — chargé du produit — sur la plateforme mobile. — 2 s
2. Appuyez sur le bouton de verrouillage de la pince ; le vérin pneumatique s’active pour fixer l’élément. — 1 s
3. Appuyez sur le bouton de démarrage. — 1 s
4. La plateforme se déplace à la position du premier point de soudure. — 2 s
5. Soudez le premier point, puis déplacez-vous vers la position suivante (au total : 10 points). — 1,5 s × 10 = 12 s
6. Une fois la soudure terminée, la plateforme se déplace vers la station d’inspection visuelle afin de capturer une image et d’effectuer le traitement d’image. — 2 s
7. La plateforme revient à la station de chargement et libère l’élément. — 2 s
8. Temps estimé pour traiter un lot d’éléments (un produit) : environ 22 secondes. Capacité de production estimée : 163 unités par heure. Personnel requis : 1 opérateur.
Guangzhou Minder-Hightech Co., Ltd.
Droits d'auteur © Guangzhou Minder-Hightech Co.,Ltd. Tous droits réservés
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





