
Halbautomatische Schweißmaschine für
Automobil-Sensoren Technische Lösung
1. Gesamtansicht
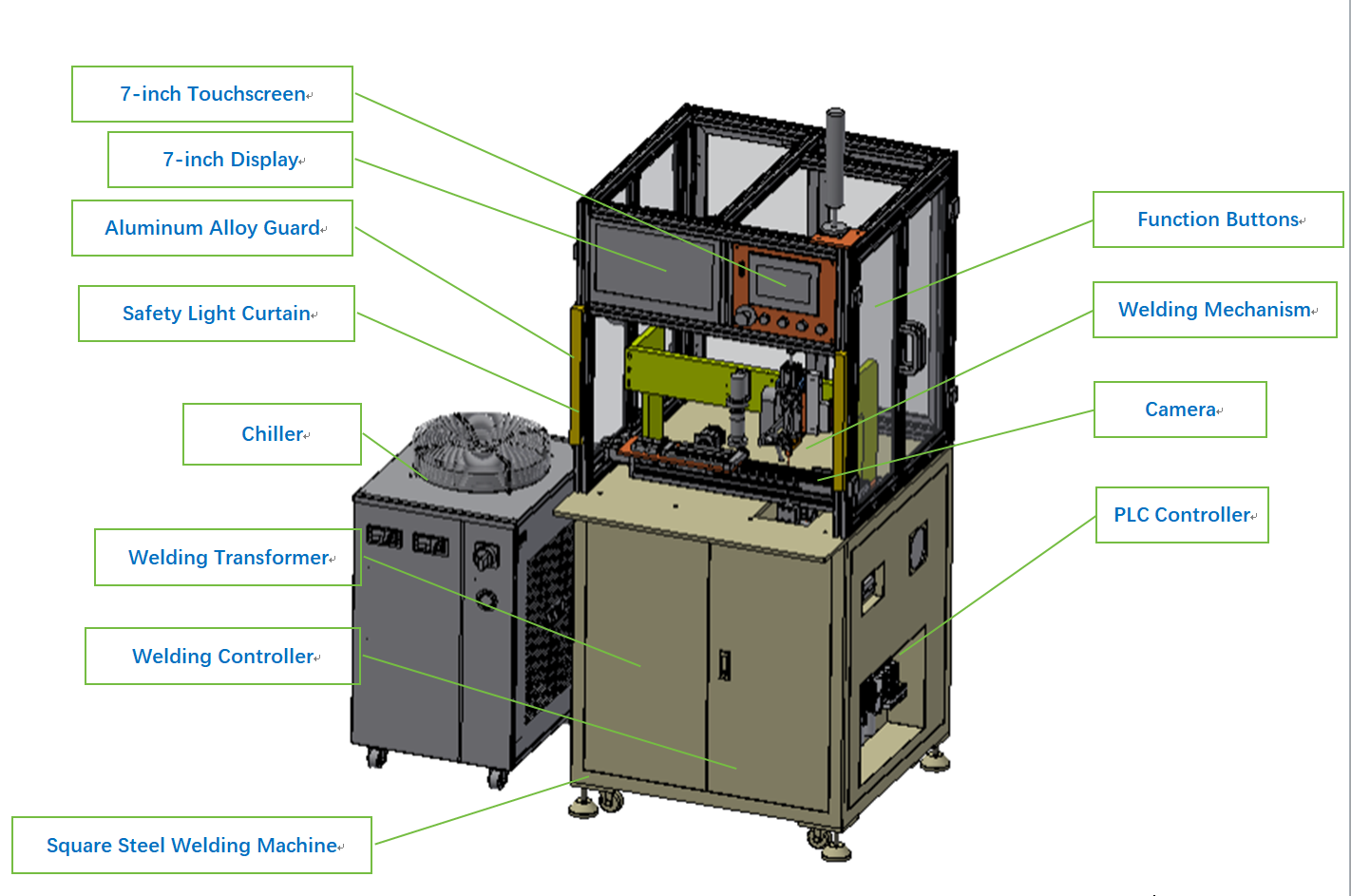
Gesamtabmessungen: Länge 870 × Breite 800 × Höhe 1700
2. Schweißmechanismus
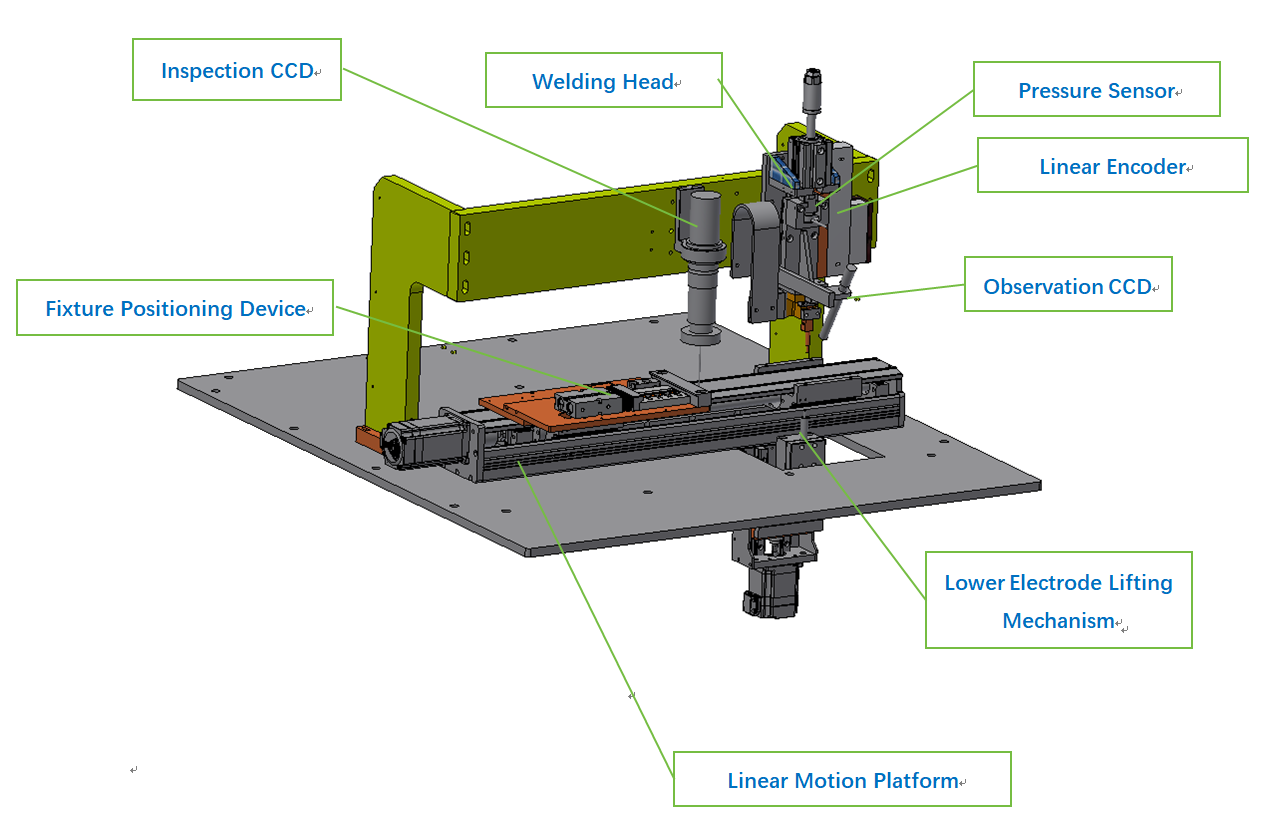
Federbelasteter Mechanismus mit Druckbereich: ca. 20 –100 N;
Weg der linearen Bewegungsstufe: ca. 350 mm.
3. Werkstückhalterung:
Die Werkstückhalterung verfügt über ein Schnellwechselsystem; die Werkstücke werden manuell in die Halterung eingelegt, die anschließend als komplette Einheit auf die mobile Plattform zur Positionierung aufgesetzt wird.
1 bis 5 Produkte können gleichzeitig geladen werden.
Werkstücke unterschiedlicher Abmessungen erfordern speziell konstruierte Spannvorrichtungen.
4. Steuersystem-Architektur
1. Das Schweißdrucksignal wird von einem Drucksensor am Schweißkopf ausgegeben, durchläuft dann einen Signalamplifier und gelangt anschließend zur Abtastung und Datenverarbeitung in die SPS.
2. Das Stromsignal wird vom Stromversorgungsregler über eine RS485-Kommunikation an die SPS zur Speicherung übertragen.
3. Die RS485-Kommunikationsverbindung zwischen SPS und Stromversorgungsregler ermöglicht zudem die Konfiguration der Schweißparameter.
4. Alle während des Schweißprozesses erzeugten Produktionsdaten werden zentral von der SPS erfasst und an das Touchscreen zur Speicherung auf einem USB-Stick übertragen; eine Kommunikation der SPS mit einem Host-Computer ist nicht erforderlich.
5. Das Bildverarbeitungssystem kommuniziert über RS485 mit der SPS, um die Prüfergebnisse zu übermitteln.
5. Produktionsprozess:
1. Manuelles Platzieren der Spannvorrichtung —beladen mit dem Produkt—auf die mobile Plattform. — 2 s
2. Drücken Sie die Klemmverriegelungstaste; der pneumatische Zylinder aktiviert sich, um die Vorrichtung zu sichern. — 1 s
3. Drücken Sie die Start-Taste. — 1 s
4. Die Plattform bewegt sich zur Position des ersten Schweißpunkts. — 2 s
5. Schweißen Sie den ersten Punkt und bewegen Sie sich dann zur nächsten Position (insgesamt 10 Punkte). — 1,5 s × 10 = 12 s
6. Nach Abschluss des Schweißens bewegt sich die Plattform zur visuellen Inspektionsstation, um ein Bild aufzunehmen und eine Bildverarbeitung durchzuführen. — 2 s
7. Die Plattform kehrt zur Lade-Station zurück und löst die Vorrichtung. — 2 s
8. Geschätzte Zeit für die Bearbeitung eines Vorrichtungs-Batches (ein Produkt): ca. 22 Sekunden. Geschätzte Produktionskapazität: 163 Einheiten pro Stunde. Erforderliches Personal: 1 Bediener.
Guangzhou Minder-Hightech Co., Ltd.
Copyright © Guangzhou Minder-Hightech Co., Ltd. Alle Rechte vorbehalten
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





