
Semi-Automatic Welding Machine for
Automotive Sensors Technical Solution
1. Overall Rendering
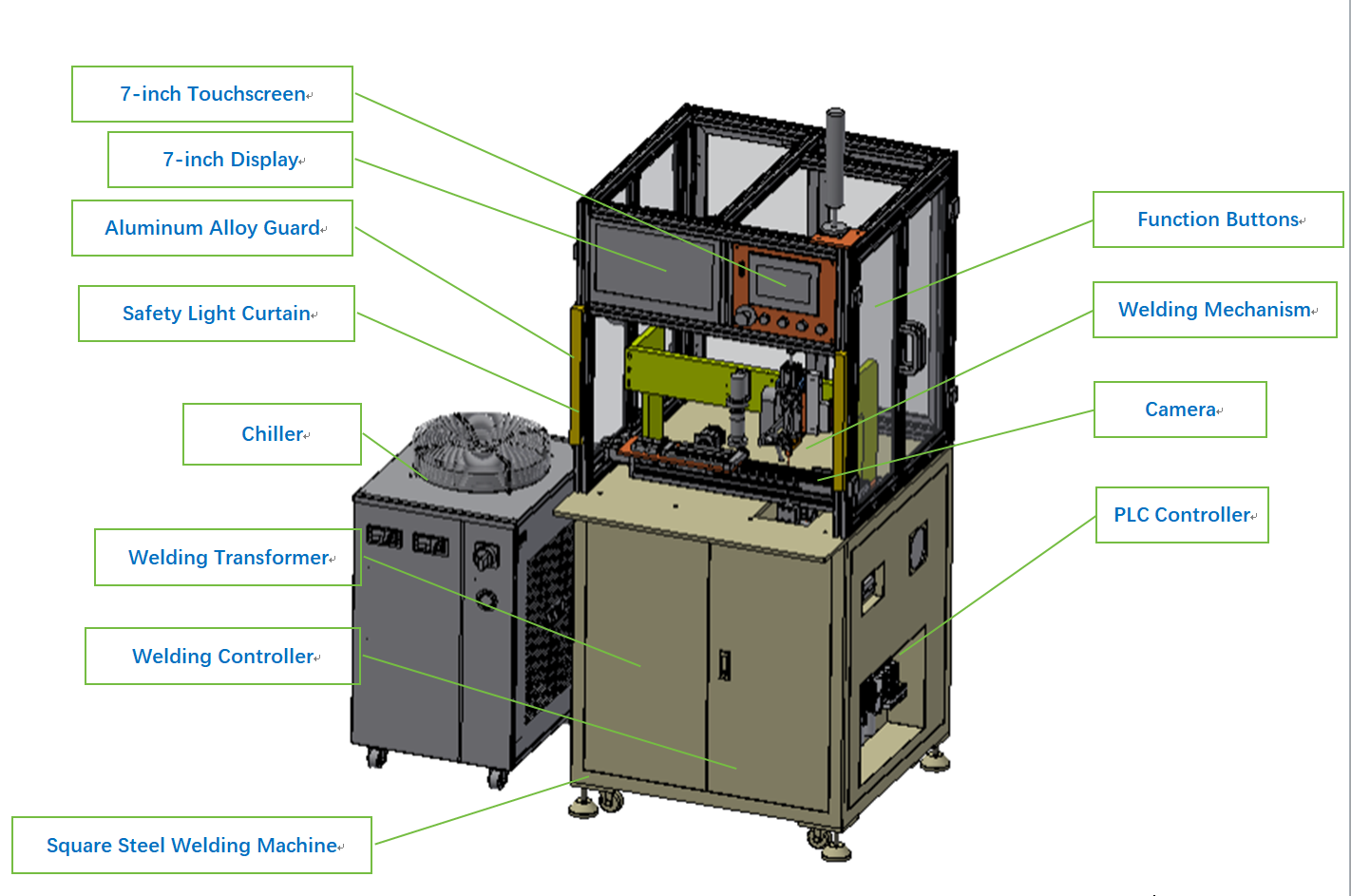
Overall Dimensions: Length 870 x Width 800 x Height 1700
2. Welding Mechanism
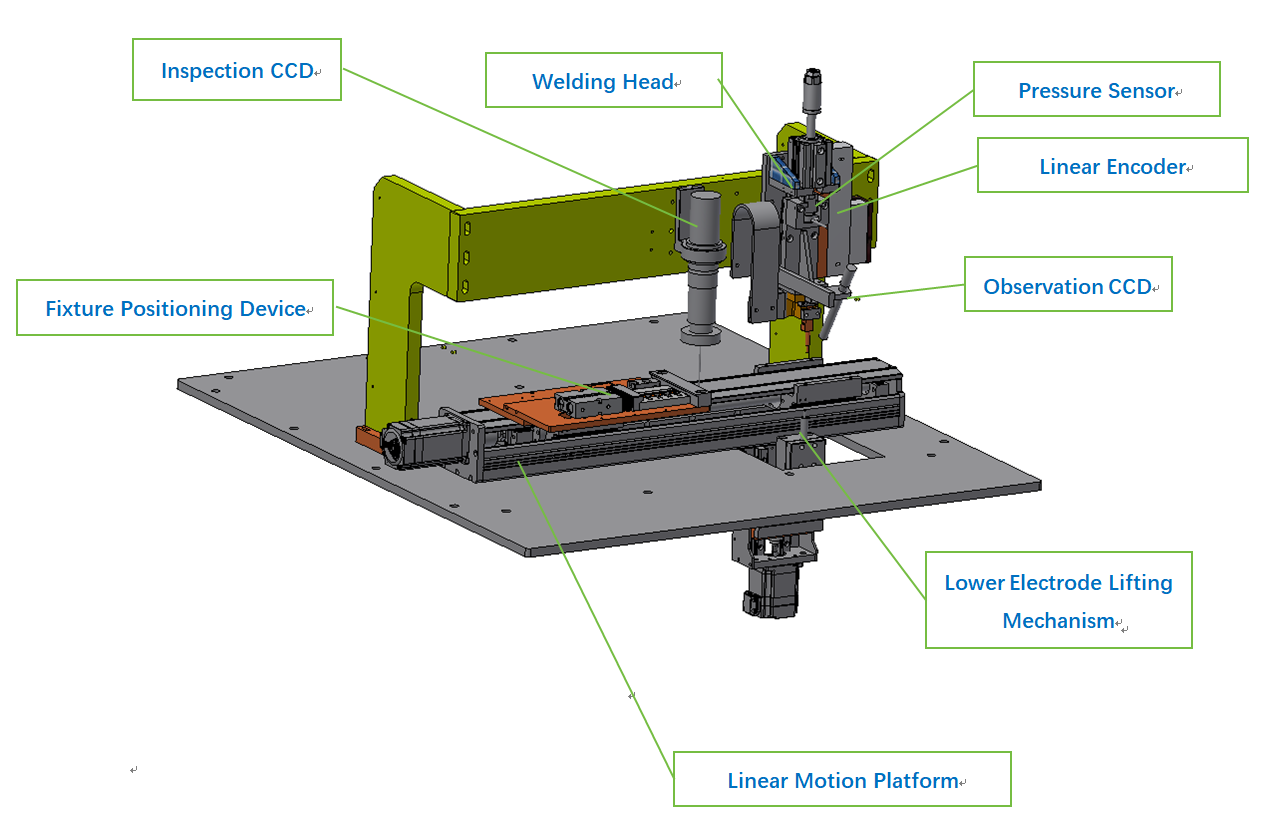
Spring-loaded mechanism pressure range: approx. 20–100 N;
Linear motion stage travel: approx. 350 mm.
3. Work piece Fixture:
The work piece fixture features a quick-change design; products are manually placed into the fixture, which is then loaded as a complete unit onto the mobile platform for positioning.
1 to 5 products can be loaded at a time.
Work pieces of different dimensions require custom-designed fixtures.
4. Control System Framework
1. The welding pressure signal is output by a pressure sensor mounted on the welding head, then passes through a signal amplifier before entering the PLC for sampling and data processing.
2. The current signal is transmitted from the power supply controller to the PLC via RS485 communication for storage.
3. The RS485 communication link between the PLC and the power supply controller also facilitates the configuration of welding parameters.
4. All production data generated during the welding process is centrally collected by the PLC and transmitted to the touchscreen for storage on a USB drive; the PLC does not require communication with a host computer.
5. The vision system communicates with the PLC via RS485 to transmit inspection results.
5. Production Process:
1. Manually place the fixture—loaded with the product—onto the mobile platform. — 2s
2. Press the clamp-locking button; the pneumatic cylinder activates to secure the fixture. — 1s
3. Press the Start button. — 1s
4. The platform moves to the position of the first welding point. — 2s
5. Weld the first point, then move to the next position (total of 10 points). — 1.5s × 10 = 12s
6. Upon completion of welding, the platform moves to the visual inspection station to capture an image and perform image processing. — 2s
7. The platform returns to the loading station and releases the fixture. — 2s
8. Estimated time to complete one fixture batch (one product): approximately 22 seconds. Estimated production capacity: 163 units per hour. Personnel required: 1 operator.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





