
Полуавтоматическая сварочная машина для
Автомобильные датчики Техническое решение
1. Общий вид
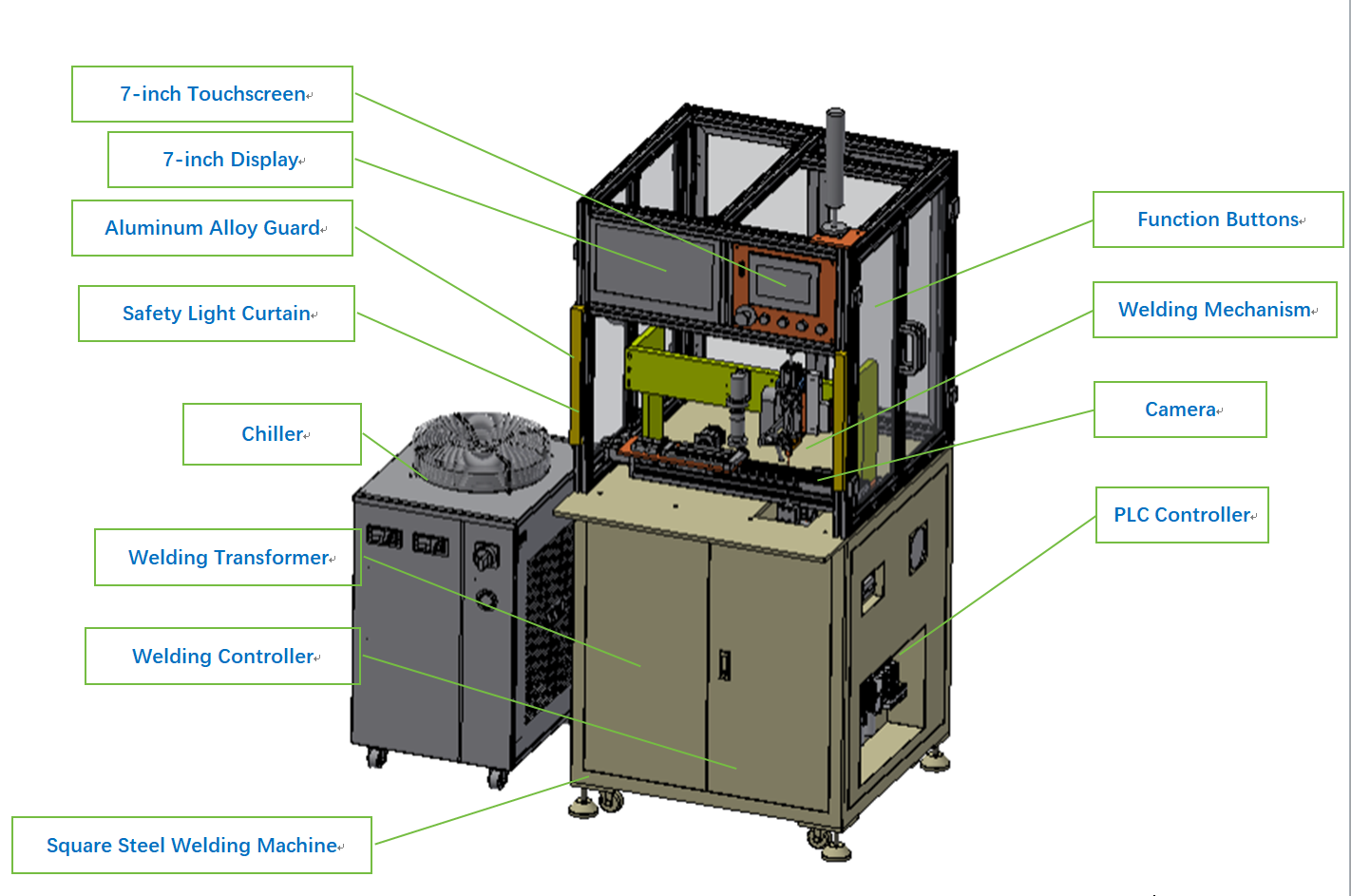
Габаритные размеры: длина 870 × ширина 800 × высота 1700 мм
2. Сварочный механизм
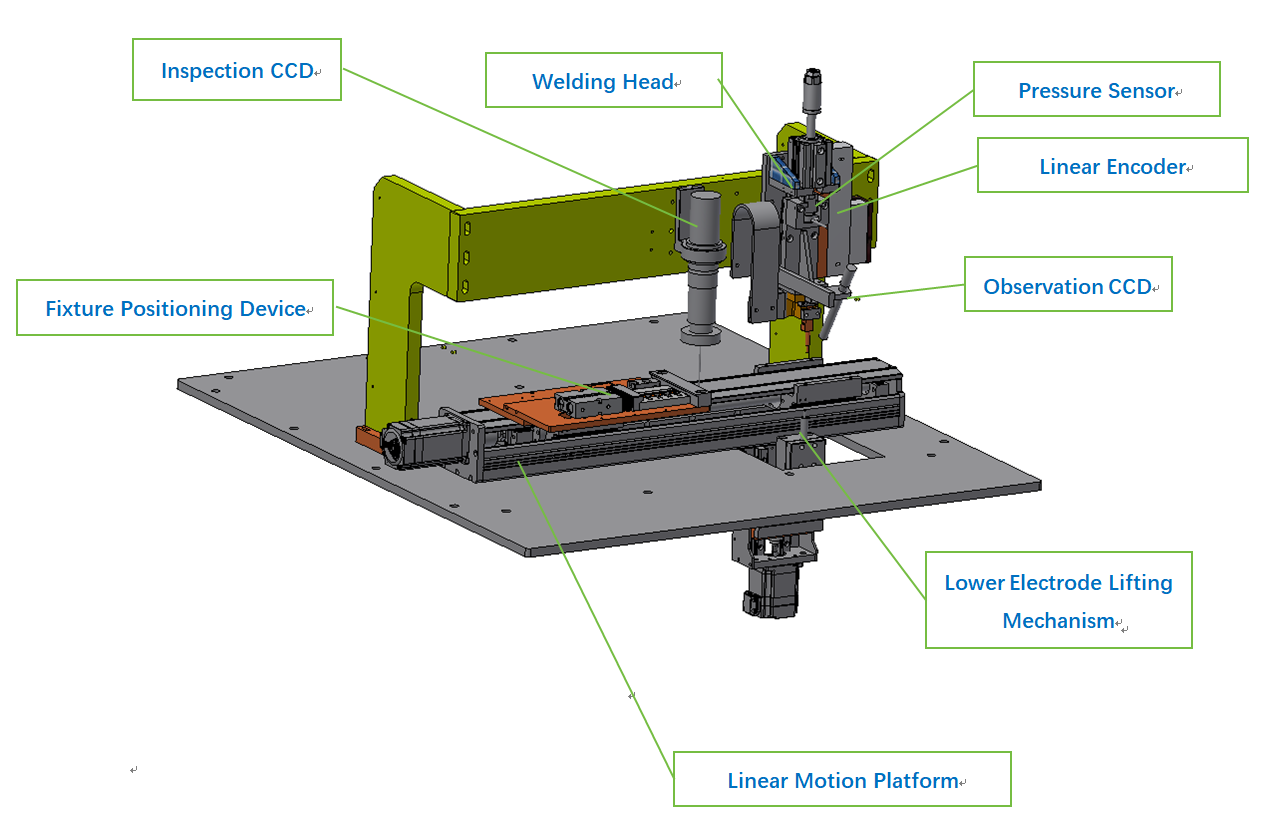
Диапазон давления пружинного механизма: приблизительно 20 –100 Н;
Ход линейной перемещаемой ступени: приблизительно 350 мм.
3. Зажимное приспособление для детали:
Зажимное приспособление для детали выполнено по принципу быстрой замены; детали устанавливаются вручную в приспособление, после чего оно целиком загружается на подвижную платформу для позиционирования.
одновременно можно загрузить от 1 до 5 изделий.
Для обработки деталей различных габаритов требуются специальные приспособления.
4. Архитектура системы управления
1. Сигнал сварочного давления снимается с датчика давления, установленного на сварочной головке, затем проходит через усилитель сигнала и поступает в ПЛК для выборки и обработки данных.
2. Токовый сигнал передаётся от контроллера источника питания в ПЛК по интерфейсу RS485 для хранения.
3. Интерфейс RS485 между ПЛК и контроллером источника питания также используется для настройки сварочных параметров.
4. Все производственные данные, генерируемые в процессе сварки, централизованно собираются ПЛК и передаются на сенсорный экран для сохранения на USB-накопителе; связь ПЛК с главным компьютером не требуется.
5. Система технического зрения взаимодействует с ПЛК по интерфейсу RS485 для передачи результатов контроля.
5. Производственный процесс:
1. Вручную установите приспособление — с загруженным изделием — на подвижную платформу. — 2 с
2. Нажмите кнопку блокировки зажима; пневмоцилиндр активируется для фиксации приспособления. — 1 с
3. Нажмите кнопку старта. — 1 с
4. Платформа перемещается в положение первой точки сварки. — 2 с
5. Выполните сварку первой точки, затем переместитесь к следующей позиции (всего 10 точек). — 1,5 с × 10 = 12 с
6. После завершения сварки платформа перемещается на станцию визуального контроля для захвата изображения и выполнения обработки изображения. — 2 с
7. Платформа возвращается на станцию загрузки и освобождает приспособление. — 2 с
8. Расчётное время выполнения одной партии приспособлений (одного изделия): около 22 секунд. Расчётная производственная мощность: 163 единицы в час. Требуемый персонал: 1 оператор.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Все права защищены
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





