
Напівавтоматичний зварювальний апарат для
Сенсори для автомобільної промисловості Технічне рішення
1. Загальне відображення
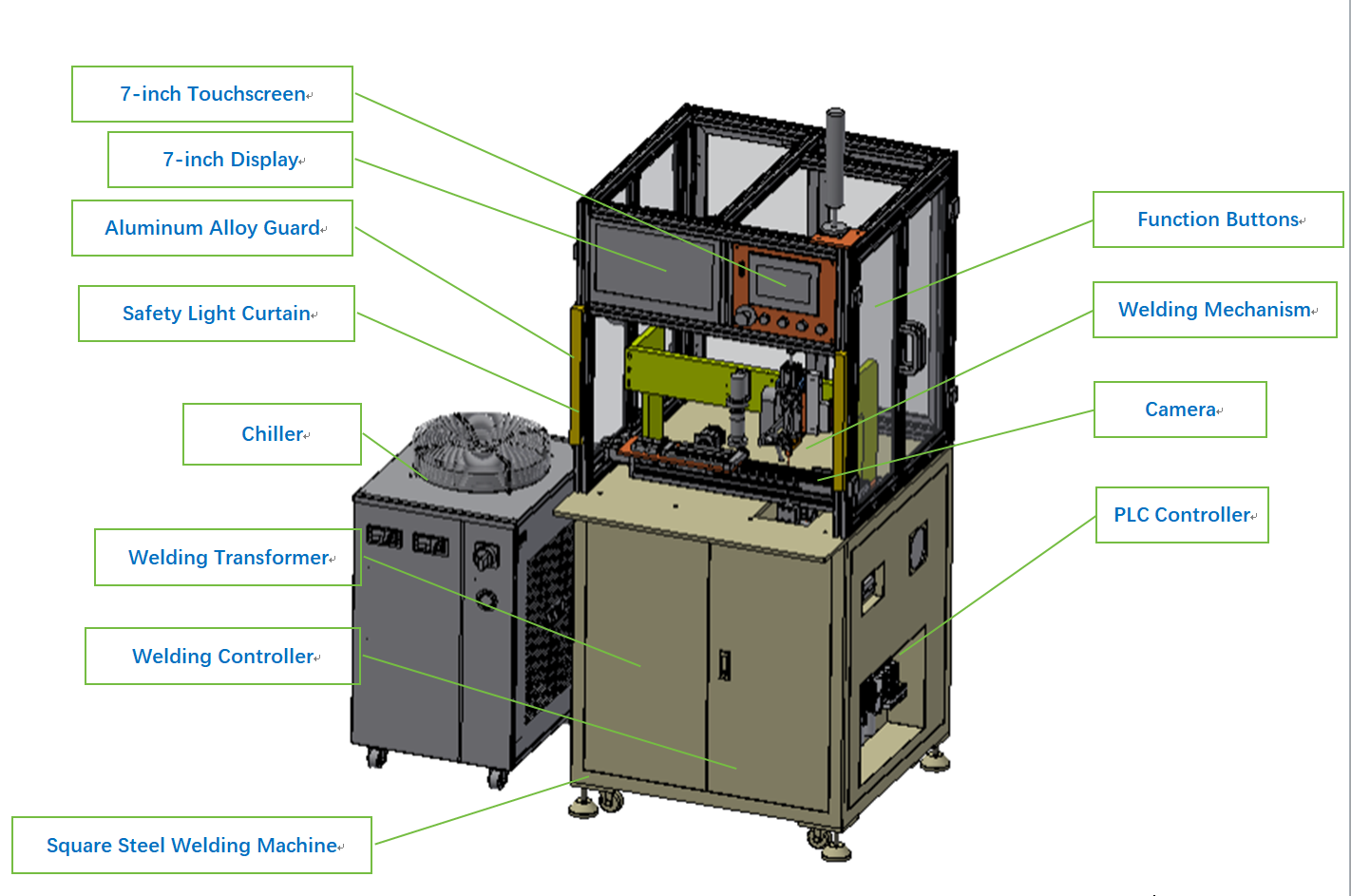
Габаритні розміри: довжина 870 × ширина 800 × висота 1700 мм
2. Зварювальний механізм
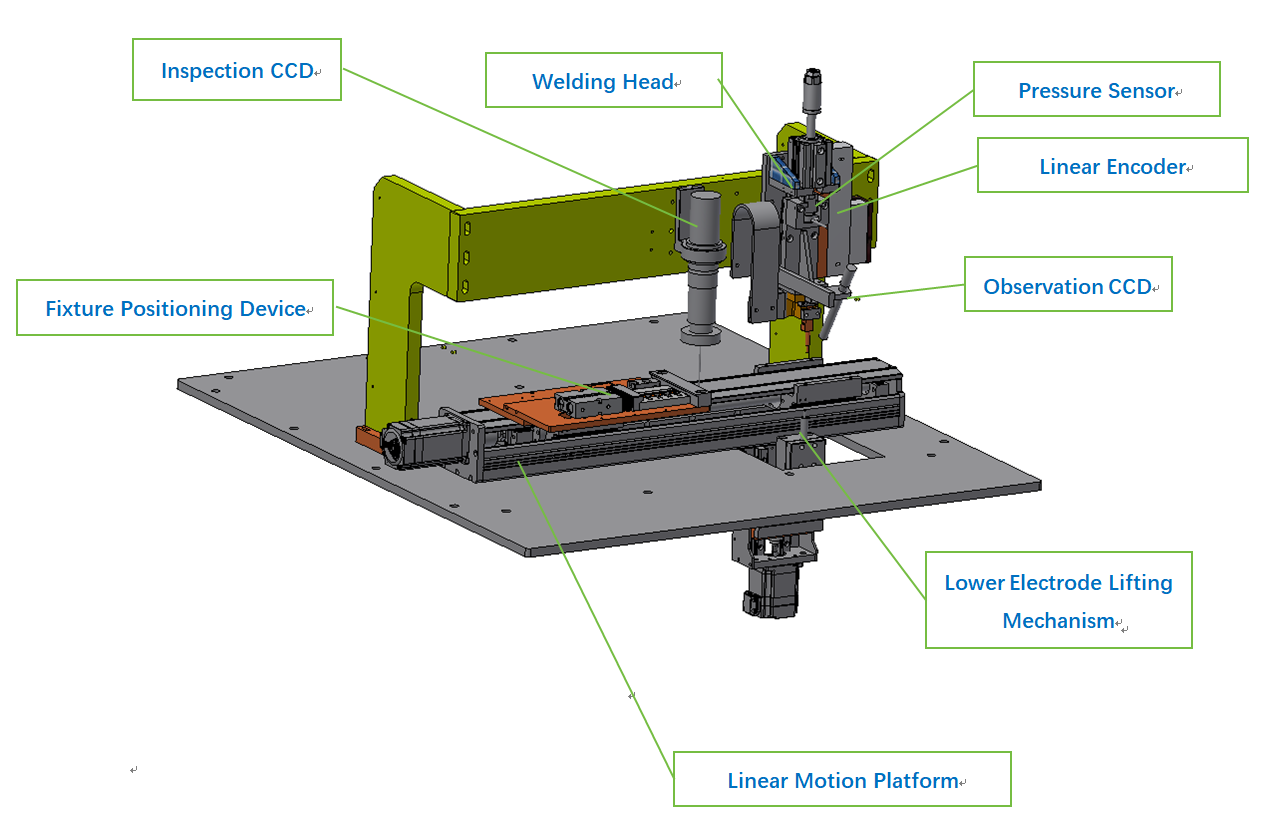
Діапазон тиску пружинного механізму: приблизно 20 –100 Н;
Хід лінійної рухомої платформи: приблизно 350 мм.
3. Кріплення заготовки:
Кріплення заготовки має конструкцію швидкої заміни; вироби встановлюються в кріплення вручну, після чого кріплення разом із заготовкою завантажується як єдиний блок на рухому платформу для позиціонування.
за один раз можна завантажити від 1 до 5 продуктів.
Деталі різних розмірів вимагають спеціально розроблених пристосувань.
4. Архітектура системи керування
1. Сигнал зварювального тиску видається датчиком тиску, встановленим на зварювальній головці, потім проходить через підсилювач сигналу перед надходженням у ПЛК для вибірки та обробки даних.
2. Сигнал струму передається з контролера джерела живлення в ПЛК за допомогою зв’язку RS485 для зберігання.
3. Зв’язок RS485 між ПЛК та контролером джерела живлення також забезпечує налаштування параметрів зварювання.
4. Усі виробничі дані, отримані під час процесу зварювання, централізовано збираються ПЛК і передаються на сенсорний екран для зберігання на USB-накопичувачі; ПЛК не потребує зв’язку з хост-комп’ютером.
5. Система технічного зору зв’язується з ПЛК за допомогою RS485 для передачі результатів перевірки.
5. Процес виробництва:
1. Вручну розмістіть пристосування — з встановленим продуктом — на рухому платформу. — 2 с
2. Натисніть кнопку блокування затискача; пневмоциліндр активується для фіксації пристосування. — 1 с
3. Натисnіть кнопку «Пуск». — 1 с
4. Платформа переміщується до положення першої точки зварювання. — 2 с
5. Зваріть першу точку, потім перемістіться до наступного положення (всього 10 точок). — 1,5 с × 10 = 12 с
6. Після завершення зварювання платформа переміщується до станції візуального контролю для отримання зображення та його обробки. — 2 с
7. Платформа повертається до станції завантаження й розблоковує пристосування. — 2 с
8. Розрахунковий час виконання одного циклу обробки партії пристосувань (одного виробу): приблизно 22 секунди. Розрахункова потужність виробництва: 163 одиниці на годину. Необхідна кількість персоналу: 1 оператор.
Компанія Guangzhou Minder-Hightech Co., Ltd.
Авторське право © Гуанчжоу Minder-Hightech Co., Ltd. Всі права захищені
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





