
เครื่องเชื่อมกึ่งอัตโนมัติสำหรับ
เซ็นเซอร์รถยนต์ โซลูชันทางเทคนิค
1. การแสดงภาพโดยรวม
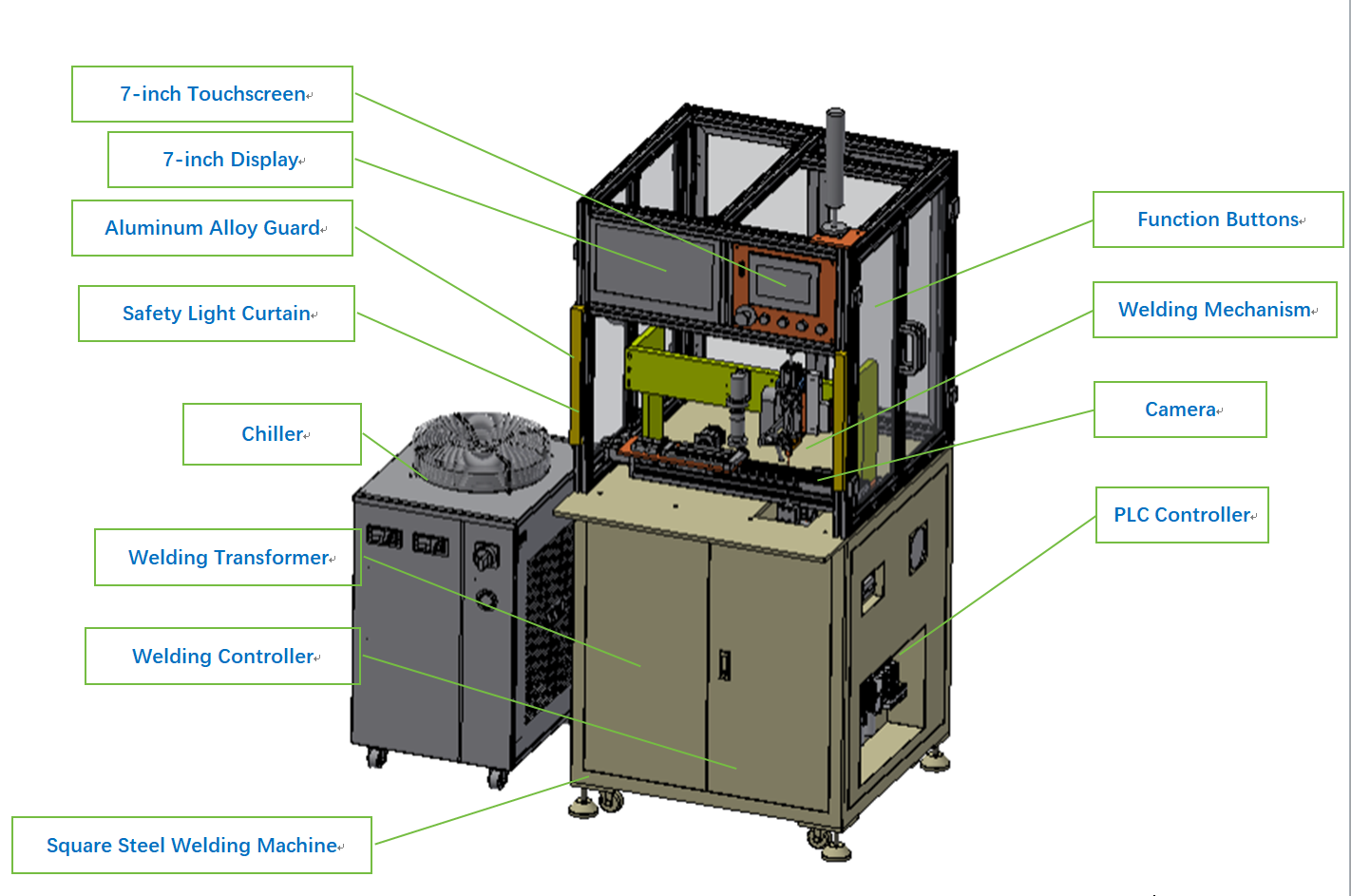
ขนาดโดยรวม: ความยาว 870 × ความกว้าง 800 × ความสูง 1700 มม.
2. กลไกการเชื่อม
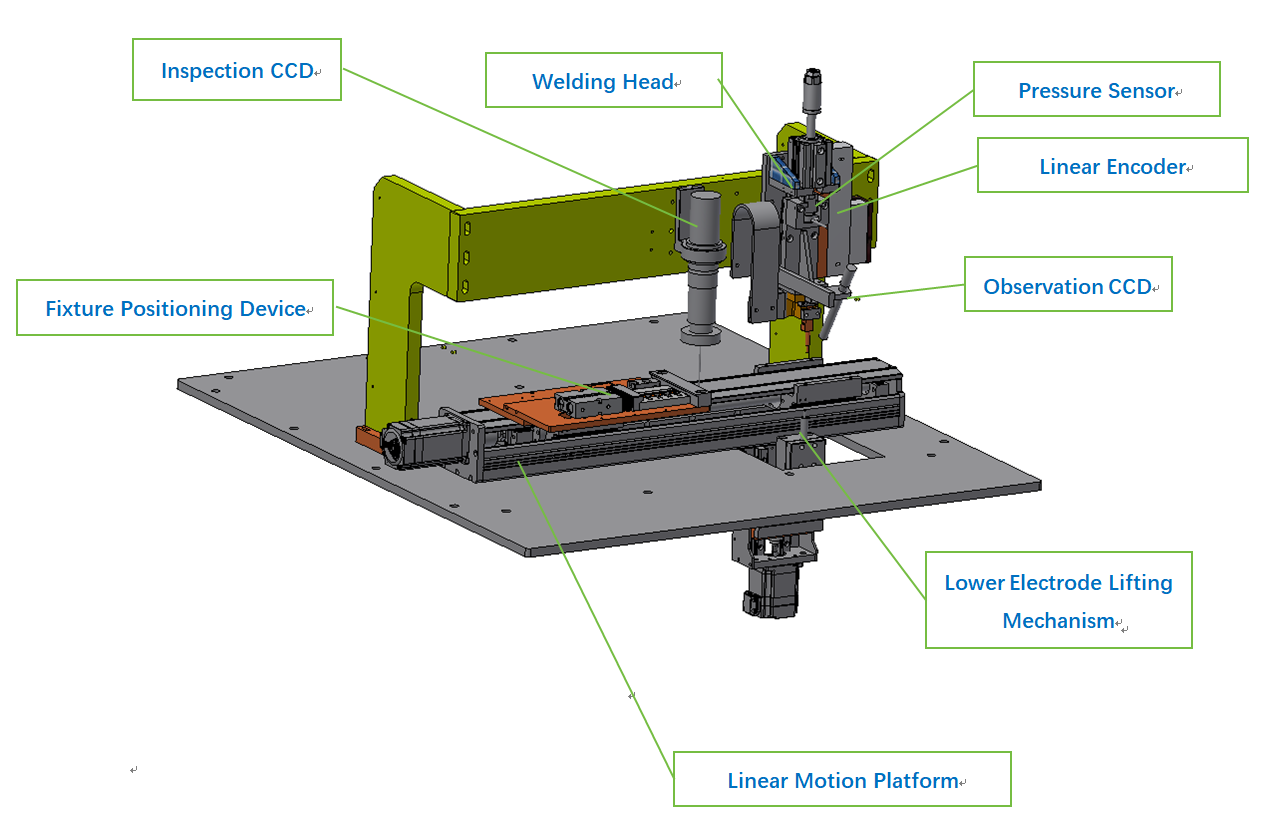
ช่วงแรงดันของกลไกที่ใช้สปริงโหลด: ประมาณ 20 –100 นิวตัน
ระยะการเคลื่อนที่แบบเชิงเส้น: ประมาณ 350 มม.
3. จิ๊กยึดชิ้นงาน:
จิ๊กยึดชิ้นงานมีการออกแบบแบบเปลี่ยนได้รวดเร็ว; ผู้ปฏิบัติงานวางชิ้นงานลงในจิ๊กด้วยตนเอง จากนั้นจึงนำจิ๊กที่มีชิ้นงานอยู่แล้วทั้งชุดไปติดตั้งบนแพลตฟอร์มเคลื่อนที่เพื่อจัดตำแหน่ง
สามารถโหลดผลิตภัณฑ์ได้ครั้งละ 1 ถึง 5 ชิ้น
ชิ้นงานที่มีขนาดต่างกันจำเป็นต้องใช้จิ๊กที่ออกแบบเฉพาะ
4. โครงสร้างระบบควบคุม
1. สัญญาณแรงดันการเชื่อมจะถูกส่งออกโดยเซ็นเซอร์วัดแรงดันที่ติดตั้งอยู่บนหัวเชื่อม จากนั้นผ่านเครื่องขยายสัญญาณก่อนเข้าสู่ PLC เพื่อทำการสุ่มตัวอย่างและประมวลผลข้อมูล
2. สัญญาณกระแสไฟฟ้าจะถูกส่งจากตัวควบคุมแหล่งจ่ายไฟไปยัง PLC ผ่านการสื่อสารแบบ RS485 เพื่อจัดเก็บข้อมูล
3. การเชื่อมต่อสื่อสารแบบ RS485 ระหว่าง PLC กับตัวควบคุมแหล่งจ่ายไฟยังทำหน้าที่อำนวยความสะดวกในการกำหนดค่าพารามิเตอร์การเชื่อม
4. ข้อมูลการผลิตทั้งหมดที่เกิดขึ้นระหว่างกระบวนการเชื่อมจะถูกรวบรวมไว้แบบกลางโดย PLC และส่งไปยังหน้าจอสัมผัสเพื่อจัดเก็บลงในไดรฟ์ USB; PLC ไม่จำเป็นต้องสื่อสารกับคอมพิวเตอร์หลัก
5. ระบบภาพ (Vision System) สื่อสารกับ PLC ผ่านการเชื่อมต่อแบบ RS485 เพื่อส่งผลการตรวจสอบ
5. กระบวนการผลิต:
1. วางจิ๊กด้วยมือ —ที่บรรจุผลิตภัณฑ์แล้ว—ลงบนแพลตฟอร์มเคลื่อนที่ — 2 วินาที
2. กดปุ่มล็อกตัวยึด กระบอกสูบลมจะทำงานเพื่อยึดชิ้นงานให้แน่น — 1 วินาที
3. กดปุ่มเริ่มต้น — 1 วินาที
4. แท่นวางจะเคลื่อนที่ไปยังตำแหน่งจุดเชื่อมแรก — 2 วินาที
5. ทำการเชื่อมจุดแรก จากนั้นเคลื่อนที่ไปยังตำแหน่งถัดไป (รวมทั้งหมด 10 จุด) — 1.5 วินาที × 10 = 12 วินาที
6. เมื่อการเชื่อมเสร็จสิ้น แท่นวางจะเคลื่อนที่ไปยังสถานีตรวจสอบด้วยภาพ เพื่อจับภาพและประมวลผลภาพ — 2 วินาที
7. แท่นวางจะกลับไปยังสถานีโหลด และปล่อยตัวยึดออก — 2 วินาที
8. เวลาโดยประมาณในการดำเนินการหนึ่งชุดของตัวยึด (หนึ่งผลิตภัณฑ์): ประมาณ 22 วินาที กำลังการผลิตโดยประมาณ: 163 หน่วยต่อชั่วโมง จำนวนพนักงานที่ต้องใช้: 1 ผู้ปฏิบัติงาน
Guangzhou Minder-Hightech Co., Ltd.
ลิขสิทธิ์ © Guangzhou Minder-Hightech Co.,Ltd. สงวนลิขสิทธิ์
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





