
Poloautomatický svařovací stroj pro
Automobilové senzory Technické řešení
1. Celkové zobrazení
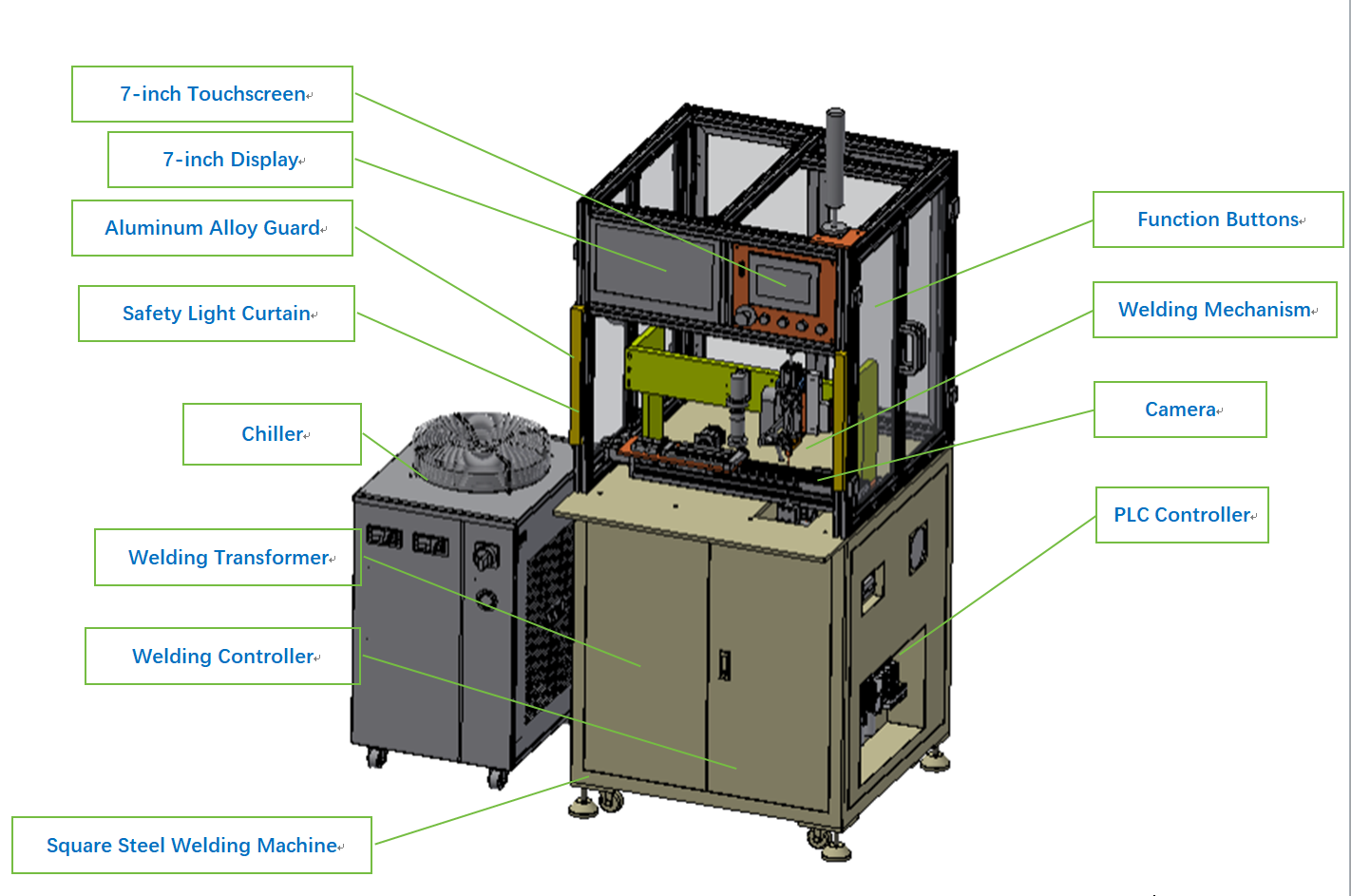
Celkové rozměry: délka 870 × šířka 800 × výška 1700
2. Svařovací mechanismus
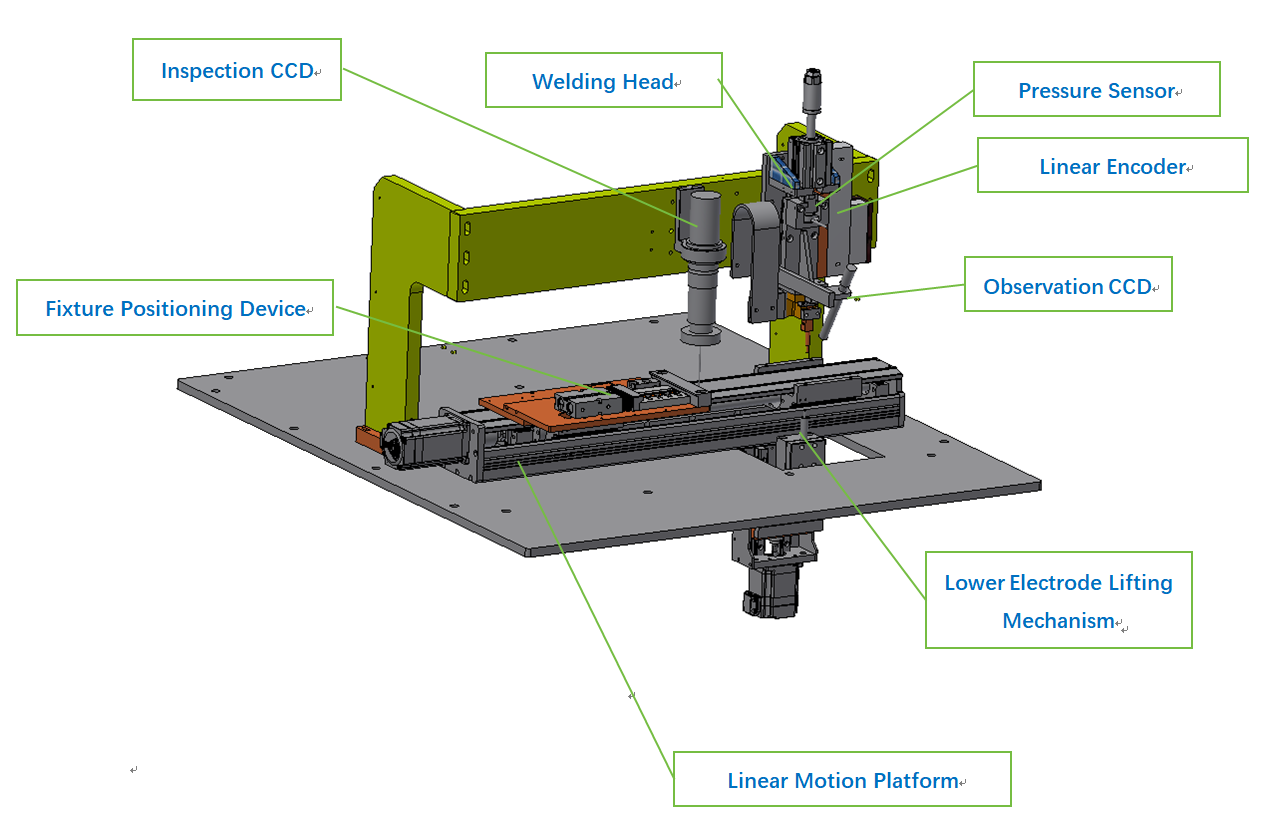
Rozsah tlaku pružinového mechanismu: přibližně 20 –100 N;
Cestování lineární pohybové stolice: přibližně 350 mm.
3. Upínač obrobku:
Upínač obrobku je vybaven konstrukcí pro rychlou výměnu; obrobky se ručně umisťují do upínače, který je následně jako kompletní jednotka naložen na mobilní platformu pro nastavení polohy.
najedou se najedou 1 až 5 výrobků najedou.
Pracovní kusy různých rozměrů vyžadují speciálně navržené upínací přípravky.
4. Rámec řídicího systému
1. Signál svařovacího tlaku je vydáván tlakovým senzorem umístěným na svařovací hlavici, poté prochází signálovým zesilovačem a následně vstupuje do PLC pro vzorkování a zpracování dat.
2. Proudový signál je přenášen ze řídicího zařízení napájecího zdroje do PLC prostřednictvím komunikace RS485 pro uložení.
3. Komunikační spojení RS485 mezi PLC a řídicím zařízením napájecího zdroje umožňuje také nastavení svařovacích parametrů.
4. Všechna výrobní data vznikající během svařovacího procesu jsou centrálně shromažďována PLC a přenášena na dotykovou obrazovku pro uložení na USB flash disk; PLC nepotřebuje komunikovat s nadřazeným počítačem.
5. Viditelnostní systém komunikuje s PLC prostřednictvím RS485 pro přenos výsledků kontrol.
5. Výrobní proces:
1. Ručně umístěte upínací přípravek —naložený výrobkem— na pohyblivou platformu. — 2 s
2. Stiskněte tlačítko uzamčení svěráku; pneumatický válec se aktivuje, aby zajistil upevnění. — 1 s
3. Stiskněte tlačítko Start. — 1 s
4. Plošina se přesune na pozici prvního bodu svařování. — 2 s
5. Svařte první bod a poté se přesuňte na další pozici (celkem 10 bodů). — 1,5 s × 10 = 12 s
6. Po dokončení svařování se plošina přesune na stanici vizuální kontroly, kde pořídí obrázek a provede zpracování obrazu. — 2 s
7. Plošina se vrátí na nakládací stanici a uvolní upevnění. — 2 s
8. Odhadovaný čas pro dokončení jedné dávky upevnění (jednoho výrobku): přibližně 22 sekund. Odhadovaná výrobní kapacita: 163 kusů za hodinu. Počet potřebných zaměstnanců: 1 operátor.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Všechna práva vyhrazena
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





