
Yarı-Avtomatik Qaynaq Maşını
Avtomobil sensorları Texniki Həll
1. Ümumi Görünüş
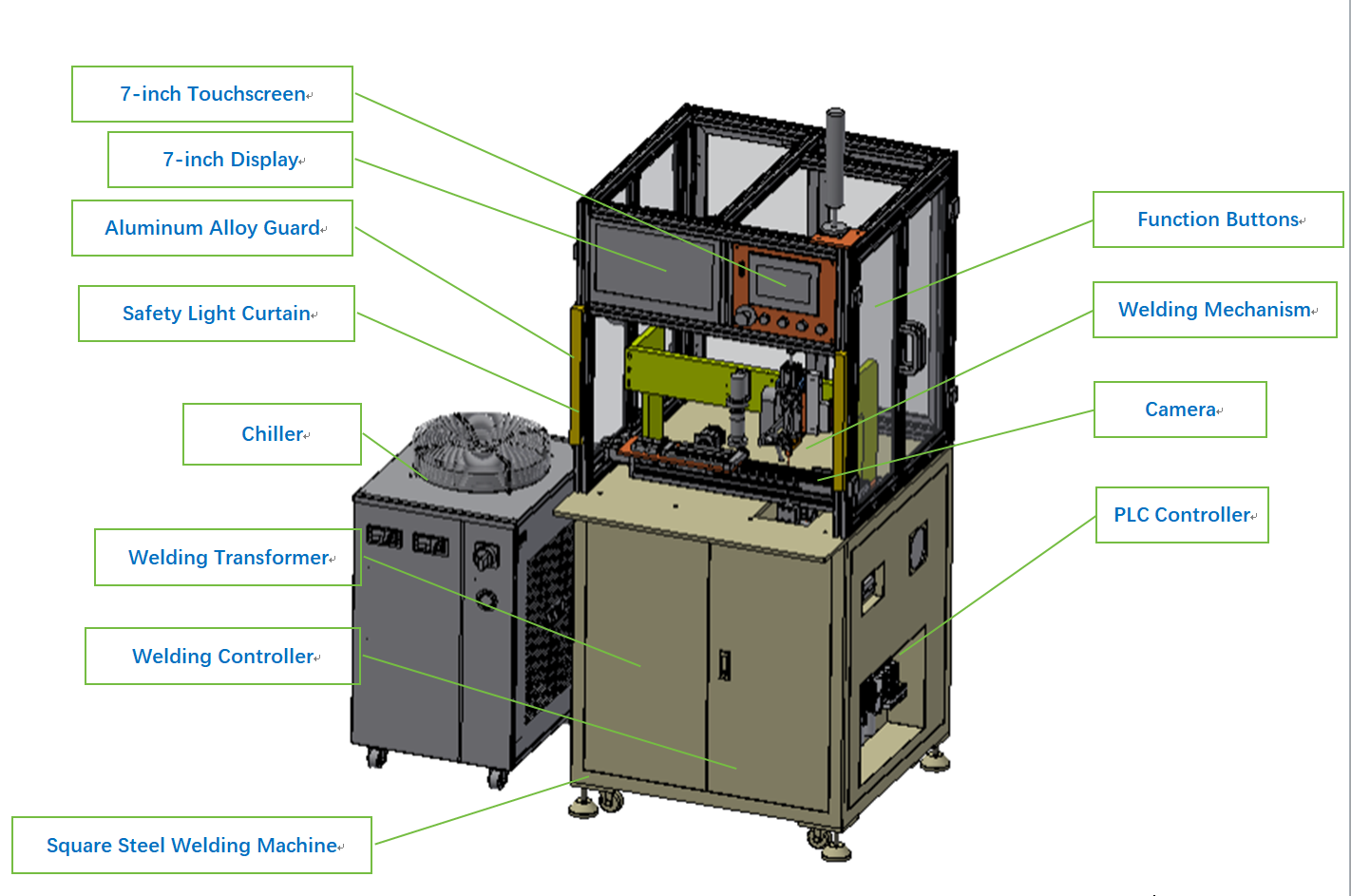
Ümumi Ölçülər: Uzunluq 870 × En 800 × Hündürlük 1700
2. Qaynaq Mexanizmi
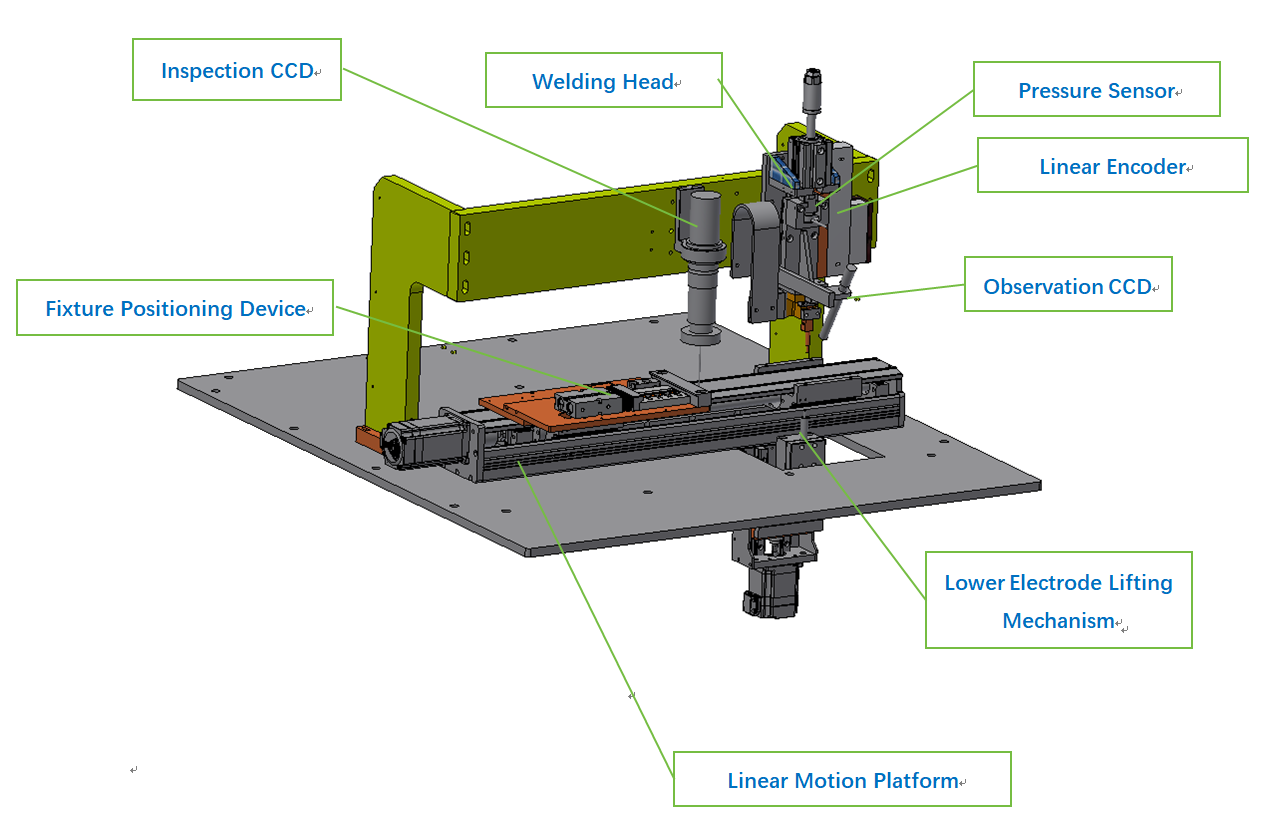
Sprinqli mexanizmin təzyiq aralığı: təxminən 20 –100 N;
Xətti hərəkət mərhələsinin getməsi: təxminən 350 mm.
3. İş Parçası Bərkitməsi:
İş parçası bərkitməsi sürətli dəyişmə dizaynına malikdir; məhsullar əl ilə bərkitməyə yerləşdirilir, sonra isə mövqeləndirmə üçün mobil platformaya tam bir vahid kimi yüklənir.
bir dəfəyə 1-dən 5-ə qədər məhsul yüklənə bilər.
Fərqli ölçülü emal parçaları üçün xüsusi hazırlanmış bərkidici qurğular tələb olunur.
4. İdarəetmə sistemi çərçivəsi
1. Qaynaq təzyiqi siqnali qaynaq başlığına quraşdırılmış təzyiq sensoru tərəfindən çıxarılır, sonra siqnal gücləndiricisindən keçərək nümunə götürmə və məlumatların işlənməsi üçün PLC-yə daxil olur.
2. Cərəyan siqnalları RS485 rabitə vasitəsilə enerji təchizatı idarəetmə qurğusundan PLC-yə ötürülür və orada saxlanılır.
3. PLC ilə enerji təchizatı idarəetmə qurğusu arasındakı RS485 rabitə bağlantısı həmçinin qaynaq parametrlərinin konfiqurasiyasını asanlaşdırır.
4. Qaynaq prosesi zamanı yaranan bütün istehsalat məlumatları mərkəzi şəkildə PLC tərəfindən toplanır və USB sürücüsünə yazılması üçün toxunma ekranına ötürülür; PLC-nin host kompüterlə rabitəsi tələb olunmur.
5. Görüş sistemi nəticələri yoxlamasını ötürmək üçün RS485 rabitəsi vasitəsilə PLC ilə əlaqə qurur.
5. İstehsalat prosesi:
1. Bərkidici qurğunu əl ilə yerləşdirin —məhsul ilə yüklənmiş— mobil platformaya. — 2 saniyə
2. Sıxma kilidini basın; pnevmatik silindr bərkidici qurğunu sabitləmək üçün aktivləşir. — 1 saniyə
3. Başlat düyməsini basın. — 1 saniyə
4. Platforma birinci qaynaq nöqtəsinin yerinə hərəkət edir. — 2 saniyə
5. Birinci nöqtəni qaynaqlayın, sonra növbəti mövqeyə keçin (ümumilikdə 10 nöqtə). — 1,5 saniyə × 10 = 12 saniyə
6. Qaynaq prosesinin başa çatmasından sonra platforma vizual yoxlama stansiyasına gedir, şəkil çəkir və şəkil emalı aparır. — 2 saniyə
7. Platforma yükləmə stansiyasına qayıdır və bərkidici qurğunu azad edir. — 2 saniyə
8. Bir armatur partiyasının (bir məhsulun) tamamlanmasına təxmini vaxt: təxminən 22 saniyə. Təxmini istehsal gücü: saatda 163 ədəd. Tələb olunan əmək qüvvəsi: 1 operator.
Guangzhou Minder-Hightech Co.,Ltd.
Hüquqlar qorunur © Guanzhou Minder-Hightech Co.,Ltd. Bütün hüquqlar qorunur
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





