
Semi-Automatic Welding Machine para sa
Mga Sensor sa Automotib Teknikong Solusyon
1. Pangkalahatang Pagpapakita
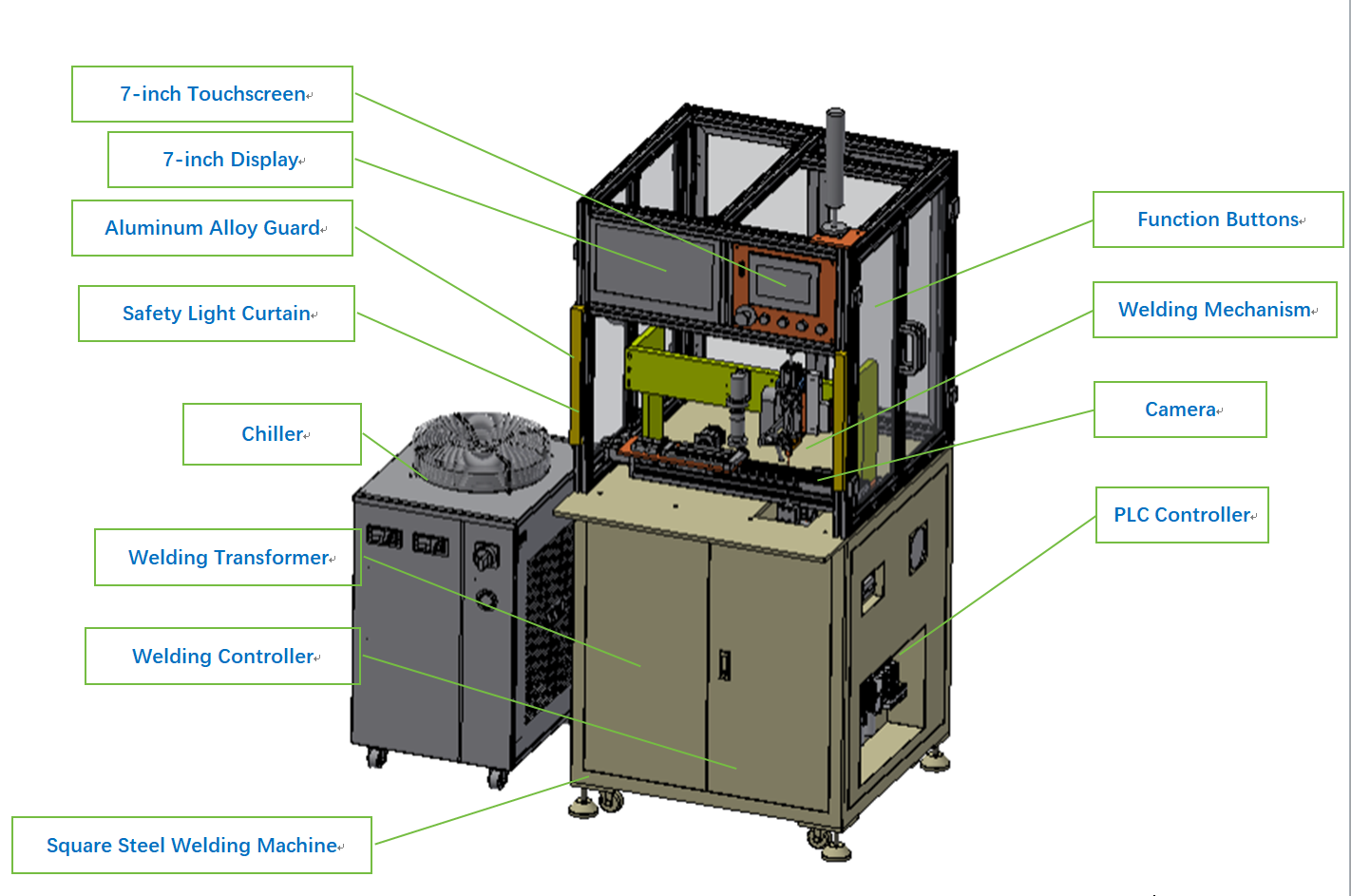
Pangkalahatang Sukat: Haba 870 × Lapad 800 × Taas 1700
2. Mekanismo ng Pagweweld
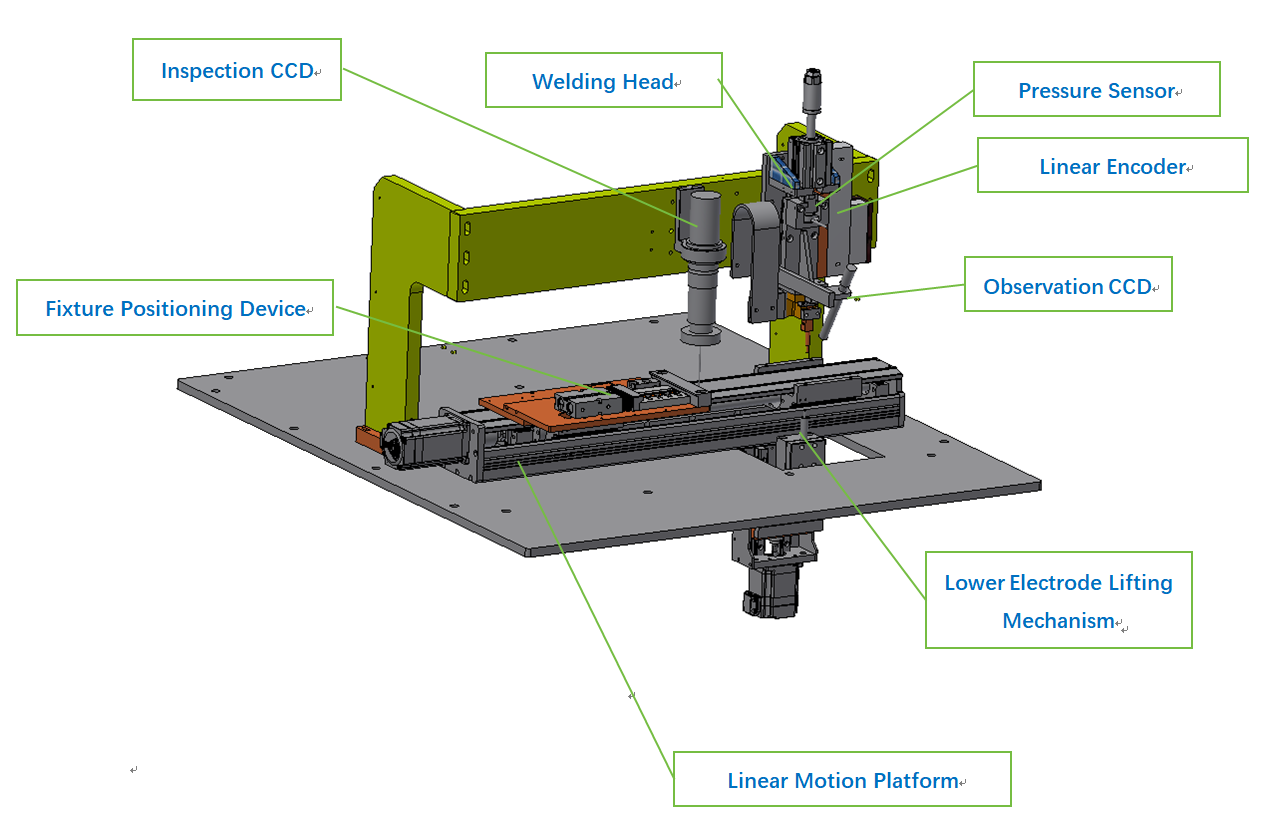
Kisame ng mekanismong naka-spring: humigit-kumulang 20 –100 N;
Paglalakbay ng linear motion stage: humigit-kumulang 350 mm.
3. Fixture ng Work Piece:
Ang fixture ng work piece ay may disenyo na madaling palitan; ang mga produkto ay inilalagay manu-manong sa fixture, na kung saan ay iniloload bilang isang buong yunit sa mobile platform para sa tamang posisyon.
1 hanggang 5 na produkto ang maaaring i-load nang sabay-sabay.
Ang mga bahagi na gawa-gawa na may iba’t ibang sukat ay nangangailangan ng mga espesyal na disenyo ng mga fixture.
4. Balangkas ng Sistema ng Kontrol
1. Ang signal ng presyon sa pag-weld ay ino-output ng isang sensor ng presyon na nakakabit sa ulo ng welding, pagkatapos ay dumaan sa isang amplifier ng signal bago pumasok sa PLC para sa sampling at pagproseso ng datos.
2. Ang signal ng kasalukuyan ay ipinapadala mula sa controller ng power supply patungo sa PLC gamit ang komunikasyong RS485 para sa pag-iimbak.
3. Ang link ng komunikasyong RS485 sa pagitan ng PLC at ng controller ng power supply ay nagpapadali rin ng pag-configure ng mga parameter ng welding.
4. Ang lahat ng datos ng produksyon na nabuo habang nagaganap ang proseso ng welding ay sentralisadong kinokolekta ng PLC at ipinapadala sa touchscreen para iimbak sa isang USB drive; ang PLC ay hindi nangangailangan ng komunikasyon sa isang host computer.
5. Ang sistema ng paningin ay nakikipagkomunikasyon sa PLC gamit ang RS485 upang ipadala ang mga resulta ng inspeksyon.
5. Proseso ng Produksyon:
1. Ilagay manu-manong ang fixture —na may karga na produkto—sa mobile platform. — 2 segundo
2. Pindutin ang pindutan ng clamp-locking; ang pneumatic cylinder ay aktibo upang aseguruhin ang fixture. — 1 segundo
3. Pindutin ang pindutan ng Start. — 1 segundo
4. Ang platform ay gumagalaw patungo sa posisyon ng unang punto ng pag-weld. — 2 segundo
5. I-weld ang unang punto, pagkatapos ay lumipat sa susunod na posisyon (kabuuang 10 puntos). — 1.5 segundo × 10 = 12 segundo
6. Kapag natapos na ang pag-weld, ang platform ay bumabalik sa visual inspection station upang kumuha ng larawan at isagawa ang image processing. — 2 segundo
7. Ang platform ay bumabalik sa loading station at pinapalaya ang fixture. — 2 segundo
8. Tinatayang oras para matapos ang isang batch ng fixture (isang produkto): humigit-kumulang 22 segundo. Tinatayang kapasidad ng produksyon: 163 yunit kada oras. Kailangang tauhan: 1 operator.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Lahat ng Karapatan ay Nakalaan
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





