
Halvautomatisk svetsmaskin för
Bilsensorer Teknisk lösning
1. Översiktlig rendering
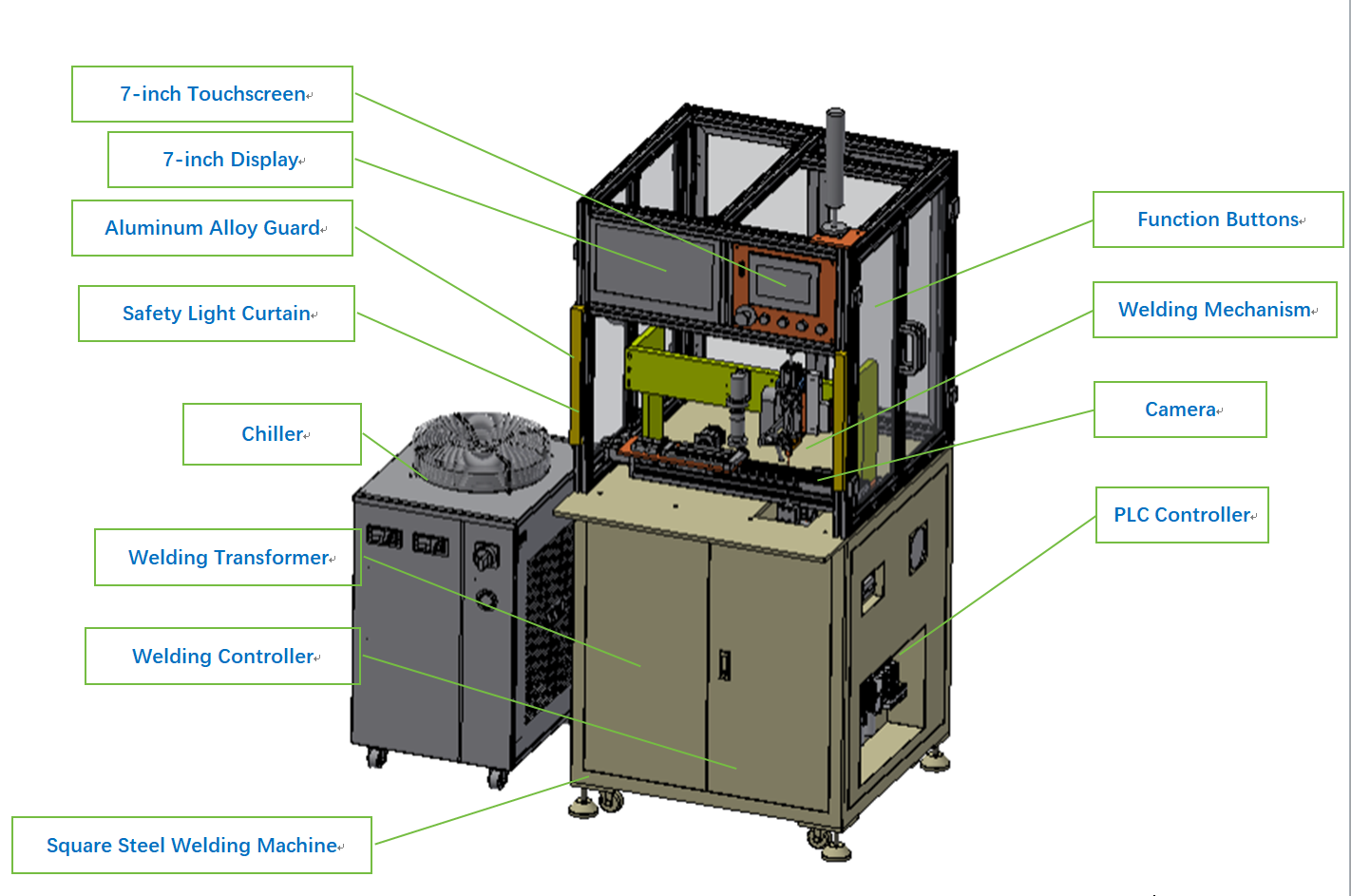
Totala mått: Längd 870 × Bredd 800 × Höjd 1700
2. Svetsmekanism
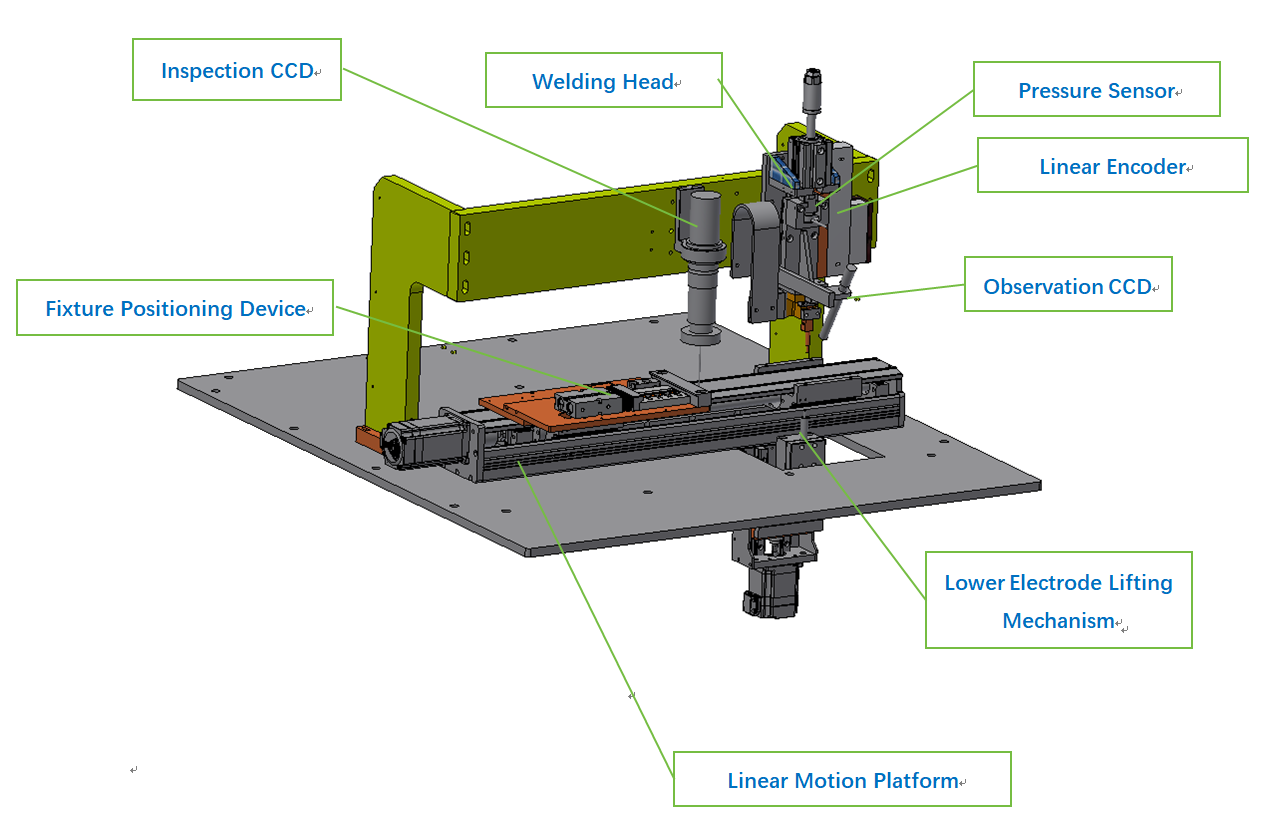
Fjäderbelastad mekanism med tryckområde: ca 20 –100 N;
Rörelseområde för linjär rörelsestadium: ca 350 mm.
3. Arbetsstycksfäste:
Arbetsstycksfästet har en snabbväxlingsdesign; arbetsstyckena placeras manuellt i fästet, som sedan lastas som en komplett enhet på den mobila plattformen för positionering.
1 till 5 produkter kan lastas samtidigt.
Arbetsstycken med olika mått kräver specialdesignade fästningar.
4. Kontrollsystemramverk
1. Svetspresssignalen genereras av en trycksensor monterad på svetshuvudet och förstärks sedan via en signalförstärkare innan den matas in i PLC:n för provtagning och datahantering.
2. Strömsignalen överförs från strömförsörjningsregulatorn till PLC:n via RS485-kommunikation för lagring.
3. RS485-kommunikationslänken mellan PLC:n och strömförsörjningsregulatorn möjliggör också konfigurering av svetsparametrar.
4. Alla produktionsdata som genereras under svetsprocessen samlas centralt in av PLC:n och överförs till touchscreenen för lagring på en USB-enhet; PLC:n behöver inte kommunicera med en huvuddator.
5. Visionssystemet kommunicerar med PLC:n via RS485 för att överföra inspektionsresultat.
5. Produktionsprocessen:
1. Placera manuellt fästningen —med produkten monterad—på den mobila plattformen. — 2 s
2. Tryck på spännlåsknappen; den pneumatiske cylindern aktiveras för att säkra fixtur. — 1 s
3. Tryck på Start-knappen. — 1 s
4. Plattformen rör sig till positionen för den första svetsspunkten. — 2 s
5. Svets den första punkten och flytta sedan till nästa position (totalt 10 punkter). — 1,5 s × 10 = 12 s
6. När svetsningen är slutförd rör plattformen sig till stationsplatsen för visuell inspektion för att ta en bild och utföra bildbehandling. — 2 s
7. Plattformen återvänder till lastningsstationen och frigör fixturen. — 2 s
8. Uppskattad tid för att slutföra en batch av fixtur (en produkt): cirka 22 sekunder. Uppskattad produktionskapacitet: 163 enheter per timme. Personal krävs: 1 operatör.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co., Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





