
Półautomatyczna maszyna spawalnicza do
Czujniki samochodowe Rozwiązanie techniczne
1. Ogólny wygląd
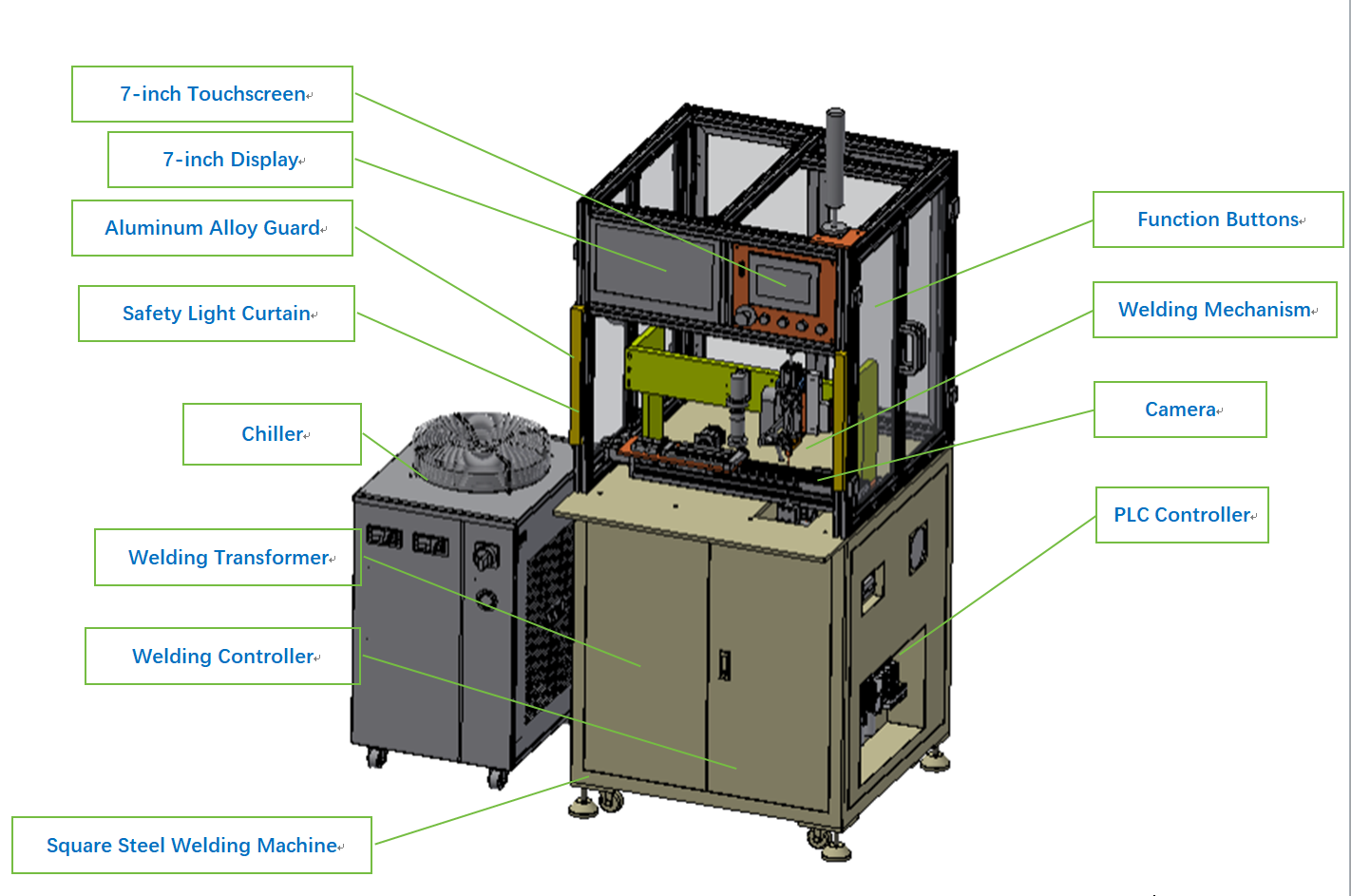
Ogólne wymiary: długość 870 × szerokość 800 × wysokość 1700 mm
2. Mechanizm spawania
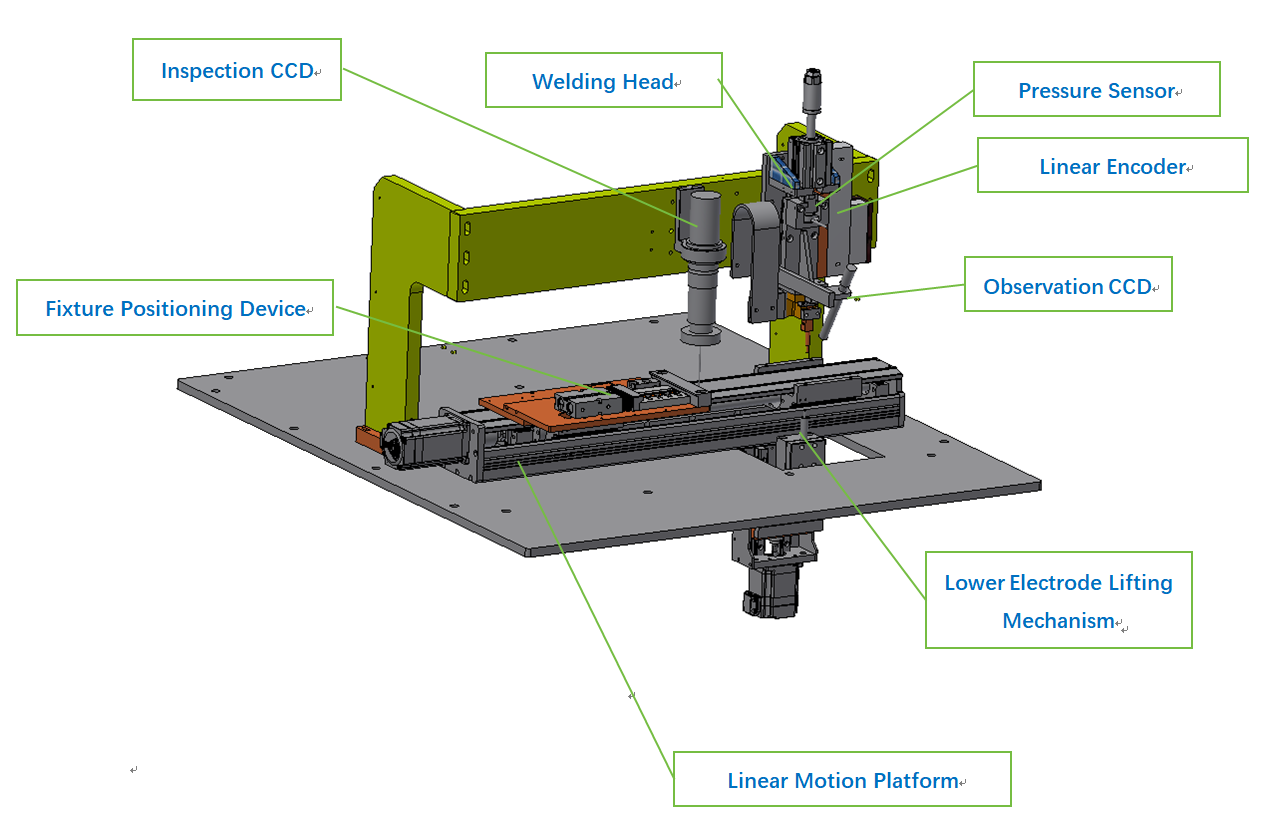
Zakres nacisku mechanizmu z obciążeniem sprężynowym: ok. 20 –100 N;
Zakres przemieszczenia stołu ruchu liniowego: ok. 350 mm.
3. Uchwyt przedmiotu obrabianego:
Uchwyt przedmiotu obrabianego charakteryzuje się konstrukcją umożliwiającą szybką wymianę; przedmioty są umieszczane ręcznie w uchwycie, który następnie jest ładowany jako całość na mobilną platformę do pozycjonowania.
jednocześnie można załadować od 1 do 5 produktów.
Dla przedmiotów roboczych o różnych wymiarach wymagane są specjalnie zaprojektowane uchwyty.
4. Architektura systemu sterowania
1. Sygnał ciśnienia spawania jest generowany przez czujnik ciśnienia zamontowany w głowicy spawalniczej, następnie przechodzi przez wzmacniacz sygnału, a dopiero później trafia do PLC w celu próbkowania i przetwarzania danych.
2. Sygnał prądu jest przesyłany z kontrolera zasilacza do PLC za pośrednictwem komunikacji RS485 w celu zapisu.
3. Łącze komunikacji RS485 pomiędzy PLC a kontrolerem zasilacza umożliwia również konfigurację parametrów spawania.
4. Wszystkie dane produkcyjne generowane podczas procesu spawania są centralnie zbierane przez PLC i przesyłane na ekran dotykowy w celu zapisu na napędzie USB; PLC nie wymaga komunikacji z komputerem głównym.
5. System wizyjny komunikuje się z PLC za pośrednictwem RS485 w celu przesyłania wyników inspekcji.
5. Proces produkcyjny:
1. Ręczne umieszczenie uchwytu — załadowany produktem — na platformę mobilną. — 2 s
2. Naciśnij przycisk blokady uchwytu; cylinder pneumatyczny aktywuje się, aby zabezpieczyć uchwyt. — 1 s
3. Naciśnij przycisk Start. — 1 s
4. Platforma przesuwa się do pozycji pierwszego punktu spawania. — 2 s
5. Spawaj pierwszy punkt, a następnie przesuń się do kolejnej pozycji (łącznie 10 punktów). — 1,5 s × 10 = 12 s
6. Po zakończeniu spawania platforma przesuwa się do stacji inspekcji wizyjnej, aby wykonać zdjęcie i przeprowadzić przetwarzanie obrazu. — 2 s
7. Platforma wraca do stacji załadunkowej i zwalnia uchwyt. — 2 s
8. Szacowany czas ukończenia jednej partii opraw (jednego produktu): około 22 sekundy. Szacowana wydajność produkcyjna: 163 sztuki na godzinę. Wymagana liczba pracowników: 1 operator.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Wszelkie prawa zastrzeżone
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





