
Ნახევრადავტომატური შედუღების მანქანა
Ავტომობილის სენსორები Ტექნიკური ამონახსნი
1. სრული რენდერინგი
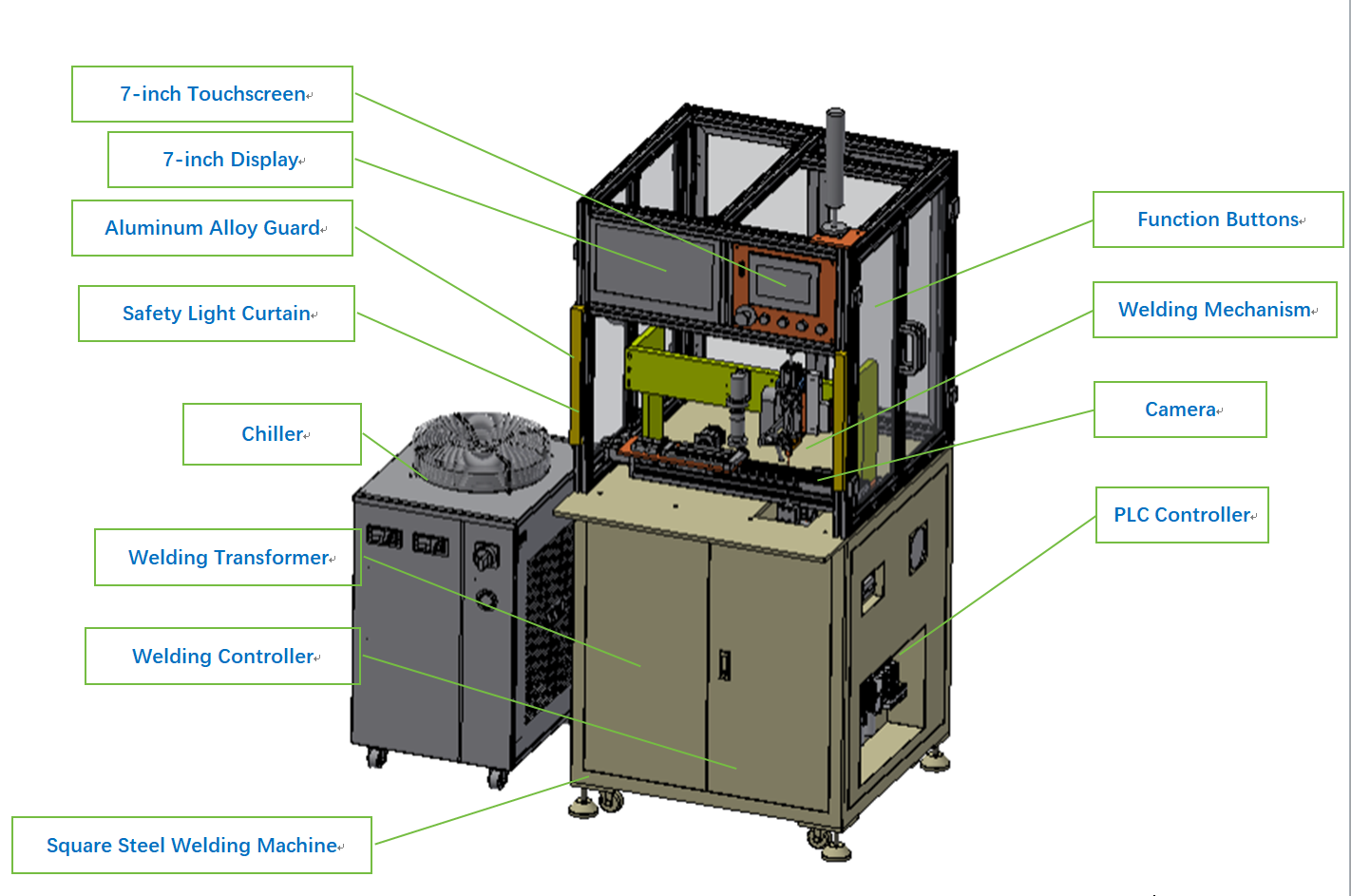
Საერთო გაბარიტები: სიგრძე 870 × სიგანე 800 × სიმაღლე 1700
2. შედუღების მეхანიზმი
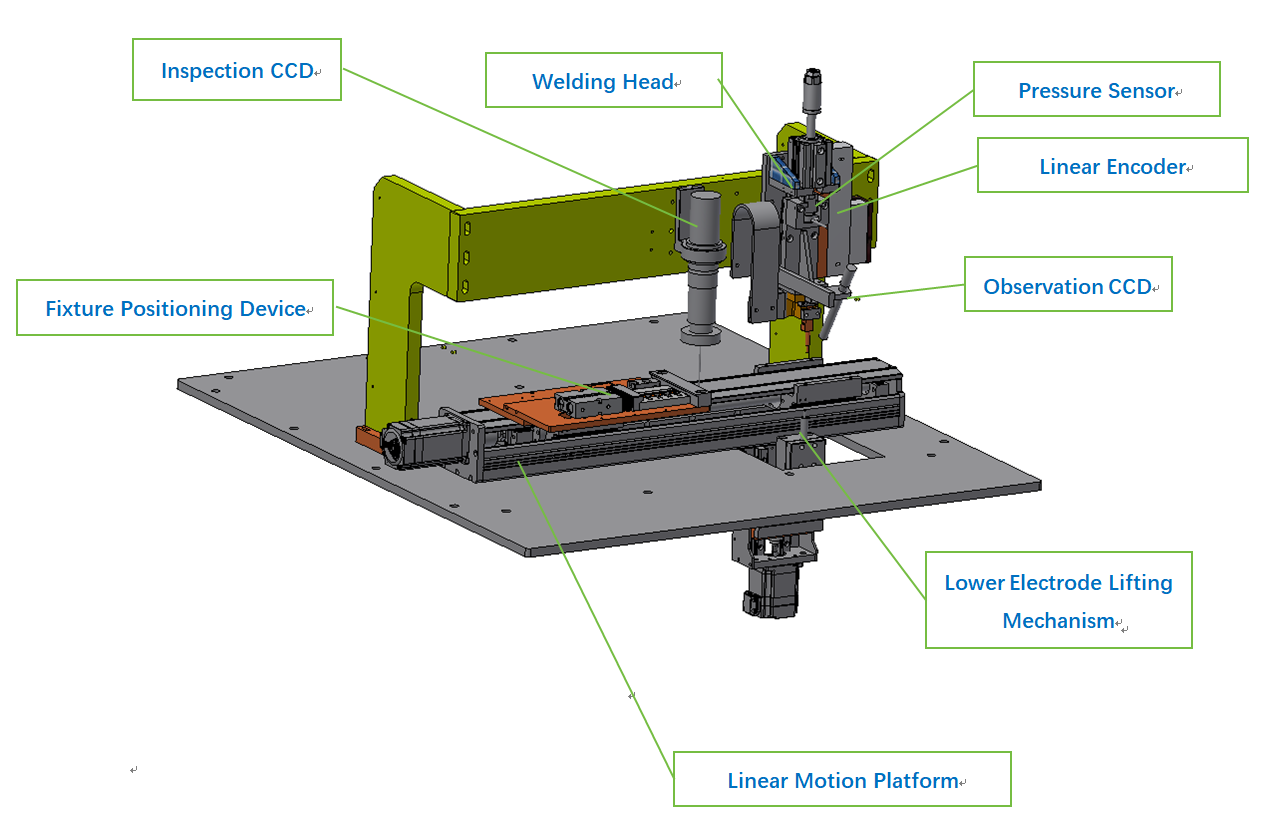
Სპირალური მექანიზმის წნევის დიაპაზონი: დაახლოებით 20 –100 ნიუტონი;
Წრფივი მოძრაობის ეტაპის გადაადგილება: დაახლოებით 350 მმ.
3. ნაკეთობის მიმაგრება:
Ნაკეთობის მიმაგრება არის სწრაფი ცვლის დიზაინის; ნაკეთობები ხელით ჩაიდება მიმაგრებაში, რომელიც შემდეგ მთლიანად ჩაიტანება მობილურ პლატფორმაზე პოზიციონირების მიზნით.
ერთდროულად შეიძლება ჩატვირთოს 1–5 პროდუქტი.
Სხვადასხვა განზომილების მუშავების ნაკერებისთვის სჭირდება ინდივიდუალურად შემუშავებული მიმაგრები.
4. კონტროლის სისტემის სტრუქტურა
1. სველების წნევის სიგნალი გამოიყოფა სველების თავზე მიმაგრებული წნევის სენსორით, შემდეგ გადის სიგნალის გამძლიერებლის მეშვეობით და შემოდის PLC-ში ნიმუშების აღებისა და მონაცემების დამუშავების მიზნით.
2. დენის სიგნალი გადაეცემა ძაბვის რეგულატორის კონტროლერიდან PLC-ში RS485 კომუნიკაციის მეშვეობით შესანახად.
3. PLC-სა და ძაბვის რეგულატორის კონტროლერს შორის RS485 კომუნიკაციის კავშირი ასევე საშუალებას აძლევს სველების პარამეტრების კონფიგურირებას.
4. სველების პროცესის განმავლობაში წარმოებული ყველა წარმოების მონაცემი ცენტრალურად აკრიბება PLC-ით და გადაეცემა ტაჩსკრინს USB დრაივზე შესანახად; PLC-ს არ სჭირდება კომუნიკაცია მთავარ კომპიუტერთან.
5. ხედვის სისტემა RS485 კომუნიკაციის მეშვეობით ურთიერთობას ამყარებს PLC-თან და გადასცემს შემოწმების შედეგებს.
5. წარმოების პროცესი:
1. მიმაგრების ხელით დადება — პროდუქტით დატვირთული — მობილურ პლატფორმაზე. — 2 წმ
2. დააჭირეთ კლამპის დასაბლოკად ღილაკს; პნევმატიკური ცილინდრი აქტიურდება ფიქსატორის დასამაგრებლად. — 1 წმ
3. დააჭირეთ სტარტის ღილაკს. — 1 წმ
4. პლატფორმა მოძრაობს პირველი შეერთების წერტილის პოზიციაზე. — 2 წმ
5. შეერთების პირველი წერტილის შესრულების შემდეგ გადაადგილდით შემდეგ პოზიციაზე (სულ 10 წერტილი). — 1,5 წმ × 10 = 12 წმ
6. შეერთების დასრულების შემდეგ პლატფორმა მოძრაობს ვიზუალური შემოწმების სადგურზე, სადაც ხდება სურათის გადაღება და სურათის დამუშავება. — 2 წმ
7. პლატფორმა დაბრუნდება ჩასატვირთად სადგურზე და გაათავისუფლებს ფიქსატორს. — 2 წმ
8. ერთი ფიქსატურის ბაჩის (ერთი პროდუქტის) დასამზადებლად შეფასებული დრო: დაახლოებით 22 წამი. შეფასებული წარმოების სიმძლავრე: საათში 163 ერთეული. საჭიროებული პერსონალი: 1 ოპერატორი.
Გუანგზოუ Minder-Hightech Co., Ltd.
Საავტორო უფლება © Guangzhou Minder-Hightech Co.,Ltd. ყველა უფლება დაცულია
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





