
Կիսաավտոմատ եռակցման մեքենա «
Ավտոմոբիլային սենսորներ Տեխնիկական լուծում
1. Ընդհանուր տեսք
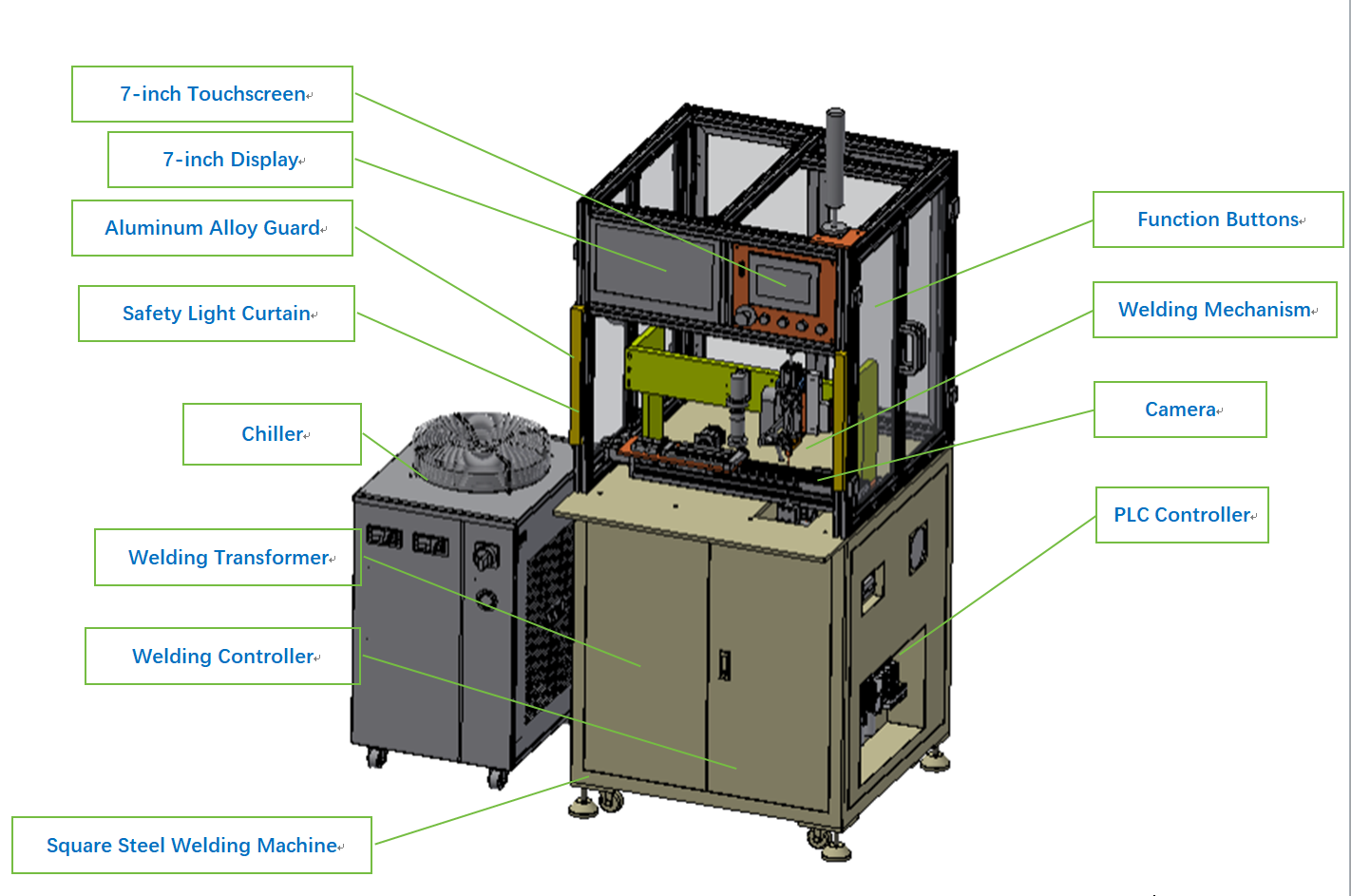
Ընդհանուր չափսեր՝ Երկարություն 870 × Լայնություն 800 × Բարձրություն 1700
2. Եռակցման մեխանիզմ
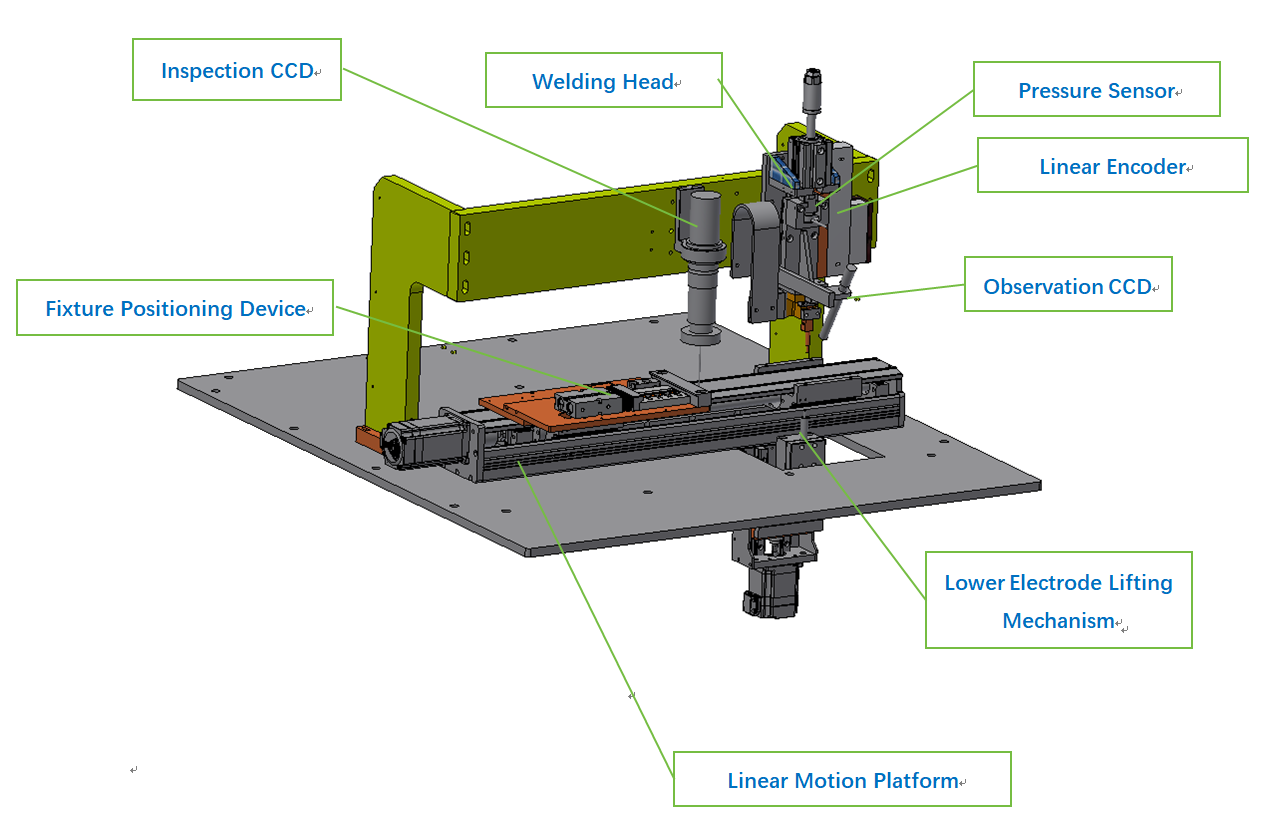
Սեղմման միջակայք սայլակի վրա ամրացված զսպանակով՝ մոտավորապես 20 –100 Ն;
Գծային շարժման փուլի ճանապարհը՝ մոտավորապես 350 մմ:
3. Մշակվող մասի ամրացման սարք՝
Աշխատանքային մասի ամրակալման սարքը ունի արագ փոխարինման դիզայն. ապրանքները ձեռքով տեղադրվում են ամրակալման սարքի մեջ, որից հետո ամբողջ սարքը բեռնվում է շարժական հարթակի վրա դիրքավորման համար:
մեկ անգամ կարող են բեռնվել 1–5 ապրանք:
Տարբեր չափսերի աշխատանքային մասերի համար անհրաժեշտ են հատուկ նախագծված ամրակալման սարքեր:
4. Կառավարման համակարգի կառուցվածք
1. Եռակցման ճնշման սիգնալը արտադրվում է եռակցման գլխիկին մountված ճնշման սենսորի կողմից, այնուհետև անցնում է սիգնալի ամպլիֆիկատորով և մտնում PLC-ի մեջ նմուշառման և տվյալների մշակման համար:
2. Հոսանքի սիգնալը հաղորդվում է սնման աղբյուրի կառավարիչից PLC-ին RS485 կապի միջոցով՝ պահպանման համար:
3. PLC-ի և սնման աղբյուրի կառավարիչի միջև RS485 կապի միացումը նաև թույլ է տալիս եռակցման պարամետրերի կարգավորում:
4. Եռակցման գործընթացի ընթացքում ստեղծված բոլոր արտադրական տվյալները կենտրոնացված կերպով հավաքվում են PLC-ի կողմից և փոխանցվում տարածական էկրանին՝ USB սարքի վրա պահպանման համար. PLC-ին չի պահանջվում համակարգչի հետ կապ:
5. Տեսողական համակարգը RS485-ի միջոցով հաղորդակցվում է PLC-ի հետ՝ փոխանցելու ստուգման արդյունքները:
5. Արտադրության գործընթաց՝
1. Ձեռքով տեղադրեք ֆիքսատորը — արտադրանքով լցված — շարժական պլատֆորմի վրա։ — 2 վրկ
2. Սեղմեք բռնակի արգելափակման կոճակը. պնևմատիկ շարժիչը ակտիվանում է՝ ֆիքսատորը ամրացնելու համար: — 1 վրկ
3. Սեղմեք «Սկսել» կոճակը: — 1 վրկ
4. Պլատֆորմը շարժվում է առաջին եռակցման կետի դիրքը: — 2 վրկ
5. Եռակցեք առաջին կետը, այնուհետև տեղափոխվեք հաջորդ դիրքը (ընդհանուր՝ 10 կետ): — 1,5 վրկ × 10 = 12 վրկ
6. Երբ եռակցումն ավարտվում է, հարթակը տեղափոխվում է տեսողական ստուգման կայան՝ նկարի ստացման և պատկերի մշակման համար: — 2 վրկ
7. Հարթակը վերադառնում է լիցքավորման կայան և ազատում է ամրացման սարքը: — 2 վրկ
8. Մեկ ամրացման սարքի մեկ շարքի (մեկ արտադրանքի) մշակման մոտավորապես անհրաժեշտ ժամանակը՝ մոտավորապես 22 վայրկյան: Արտադրական հզորության մոտավորապես գնահատականը՝ ժամում 163 միավոր: Անհրաժեշտ անձնակազմ՝ 1 օպերատոր:
Guangzhou Minder-Hightech Co.,Ltd.
权 © Գյուանգզու Մինդեր-Հայտեխ Կո.,Լտդ. Բոլոր իրավունքները պաշտպանված են
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





