
Félautomata hegesztőgép
Autóérezők Technikai megoldás
1. Általános megjelenítés
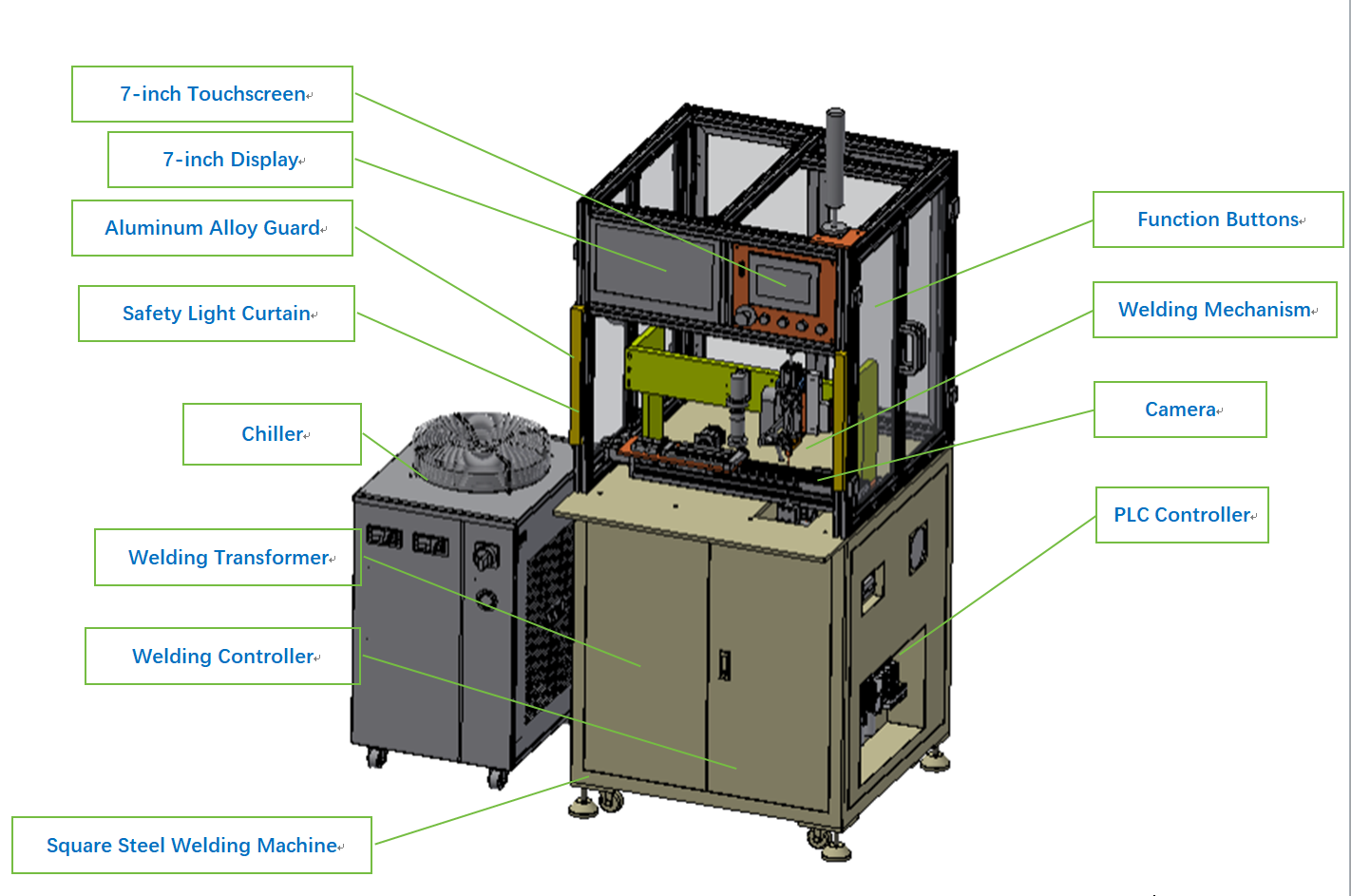
Összméretek: hossz 870 × szélesség 800 × magasság 1700
2. Hegesztő mechanizmus
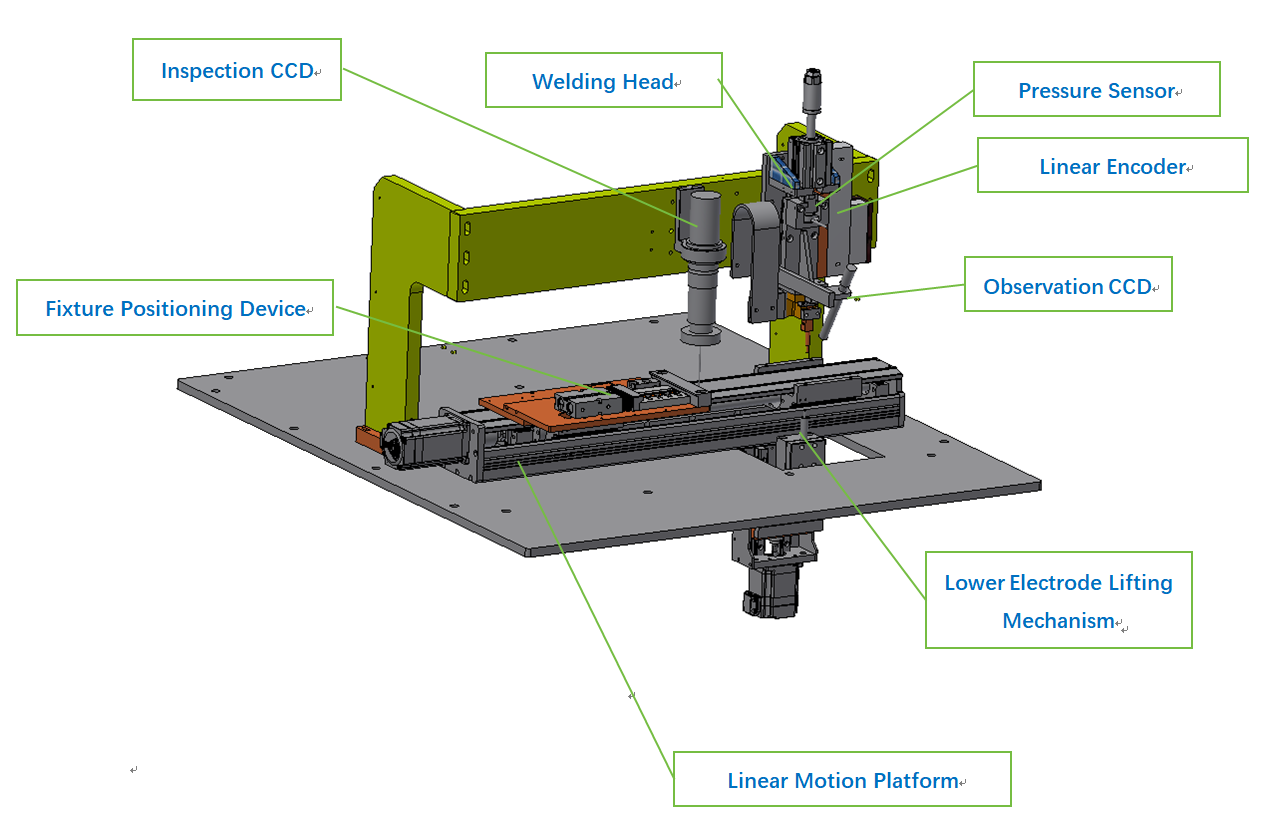
Rugóterhelésű mechanizmus nyomástartománya: kb. 20 –100 N;
Lineáris mozgású állvány útja: kb. 350 mm.
3. Munkadarab rögzítő szerkezet:
A munkadarab-rögzítő szerkezet gyorscserés kialakítású; a termékek kézzel kerülnek a rögzítőbe, amelyet aztán egységes egységként helyeznek el a mobil platformon a pozicionáláshoz.
egyszerre 1–5 termék tölthető be.
Különböző méretű munkadarabokhoz egyedi rögzítőkellékek szükségesek.
4. Vezérlőrendszer architektúrája
1. A hegesztési nyomásjelet egy a hegesztőfejen elhelyezett nyomásszensor állítja elő, majd a jel egy jel-erősítőn keresztül jut be a PLC-be mintavételezésre és adatfeldolgozásra.
2. A feszültségjel az áramforrás-vezérlőtől RS485 kommunikációs csatornán keresztül jut el a PLC-hez tárolás céljából.
3. Az RS485 kommunikációs kapcsolat a PLC és az áramforrás-vezérlő között lehetővé teszi a hegesztési paraméterek beállítását is.
4. A hegesztési folyamat során keletkezett összes gyártási adatot központilag gyűjti a PLC, és továbbítja a képernyőre, ahol USB-meghajtóra kerülnek tárolásra; a PLC-nak nem szükséges kommunikációra lépnie gazdaszámítógéppel.
5. A látási rendszer az RS485 kommunikációs csatornán keresztül kommunikál a PLC-vel az ellenőrzési eredmények továbbítása érdekében.
5. Gyártási folyamat:
1. A rögzítőkellék kézi elhelyezése — a termékkel megtöltve — a mobil platformra. — 2 mp
2. Nyomja meg a rögzítőbilincs gombját; a pneumatikus henger aktiválódik a rögzítőberendezés rögzítéséhez. — 1 mp
3. Nyomja meg a Start gombot. — 1 mp
4. A platform a first hegesztési pont helyére mozog. — 2 mp
5. Hegessze az első pontot, majd mozogjon a következő pozícióba (összesen 10 pont). — 1,5 mp × 10 = 12 mp
6. A hegesztés befejezése után a platform a vizuális ellenőrzőállomásra mozog, hogy képet készítsen és képfeldolgozást végezzen. — 2 mp
7. A platform visszatér a betöltőállomásra, és felszabadítja a rögzítőberendezést. — 2 mp
8. Becsült idő egy szerelvénytétel (egy termék) elkészítéséhez: kb. 22 másodperc. Becsült gyártási kapacitás: óránként 163 darab. Szükséges személyzet: 1 munkás.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





