
Puoliautomaattinen hitsauskone
Autoteollisuuden anturit Tekninen ratkaisu
1. Yleiskuva
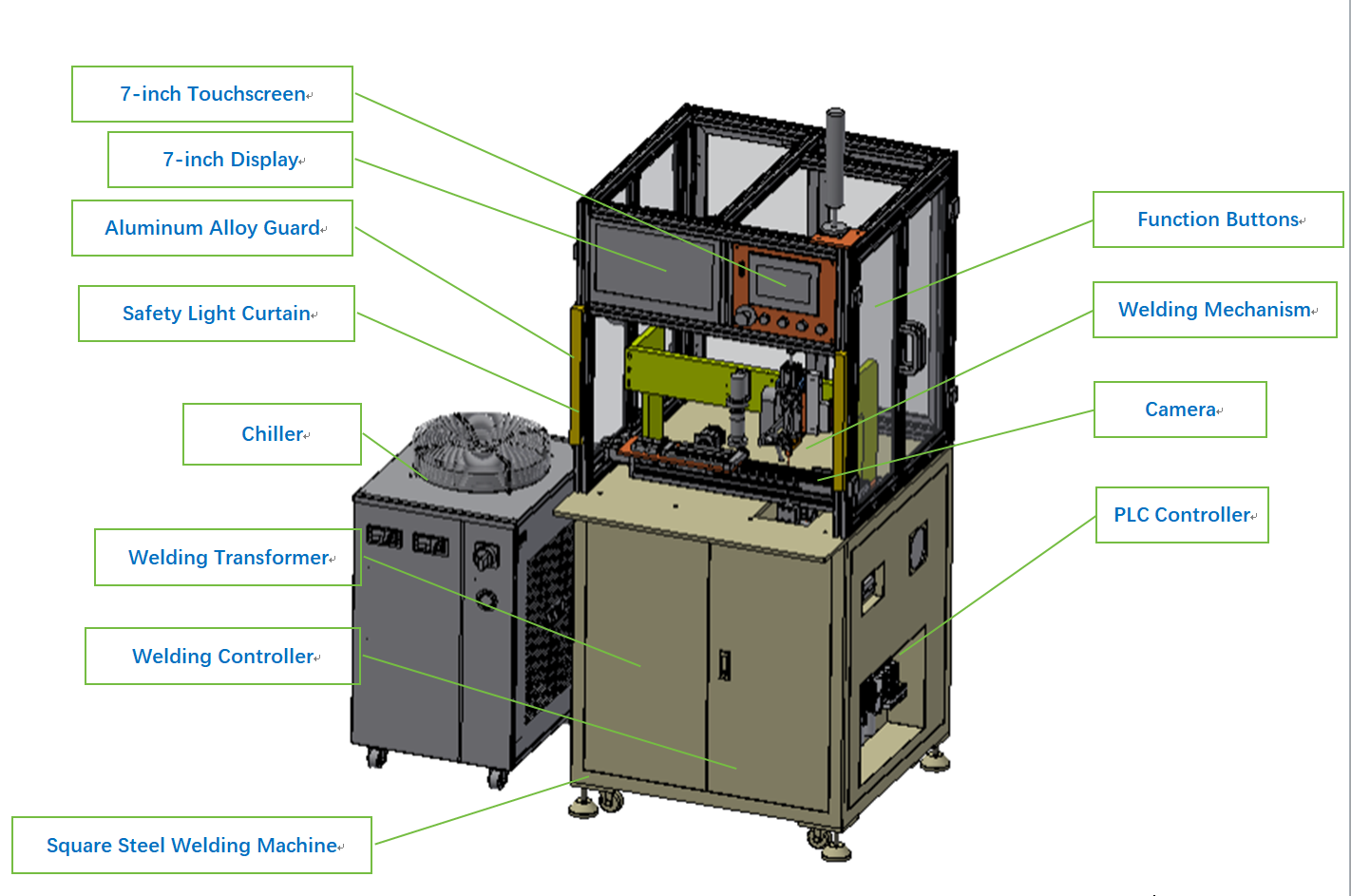
Kokonaismitat: pituus 870 × leveys 800 × korkeus 1700
2. Hitsausmekanismi
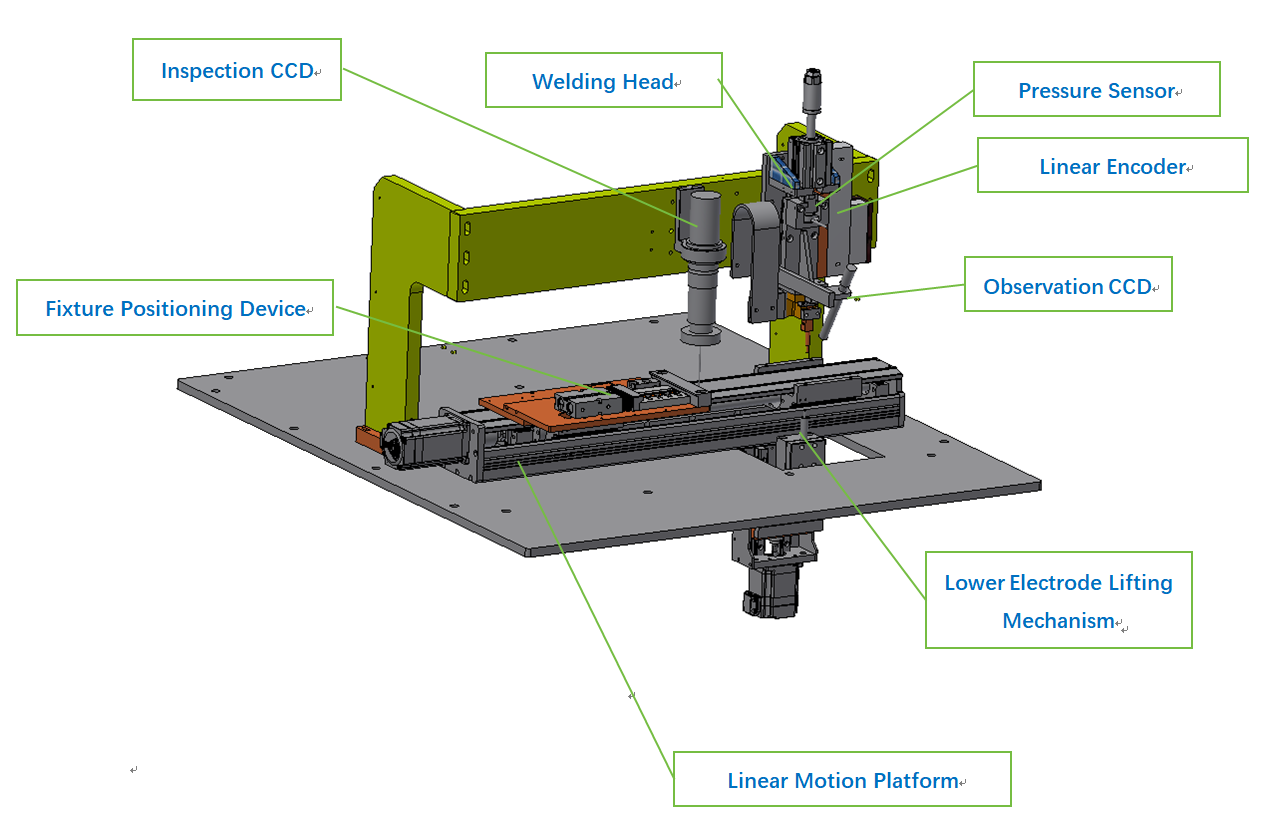
Jousikuormitettu mekanismi, painealue: n. 20 –100 N;
Lineaarisen liikevaiheen matka: n. 350 mm.
3. Työkappaleen kiinnitin:
Työkappaleen kiinnityksessä käytetään nopean vaihdon suunnittelua; tuotteet asetetaan manuaalisesti kiinnittimeen, joka sitten ladattuna kokonaisuutena liikutetaan paikalleen liikkuvalla alustalla.
kerralla voidaan ladata 1–5 tuotetta.
Eri mitoisten työkappaleiden käsittelyyn vaaditaan erityisesti suunniteltuja kiinnikkeitä.
4. Ohjausjärjestelmän rakenne
1. Hitsauspaineen signaali tuotetaan paineanturilla, joka on asennettu hitsauspäähän, ja signaali kulkee sitten signaalivahvistimen kautta PLC:hen näytteistystä ja tietojenkäsittelyä varten.
2. Virtalähdeohjaimesta lähtevä virtasignaali välitetään PLC:hen RS485-viestintäyhteyden kautta tallennettavaksi.
3. PLC:n ja virtalähdeohjaimen välinen RS485-viestintäyhteys mahdollistaa myös hitsausparametrien määrittämisen.
4. Kaikki hitsaustilanteessa syntyvä tuotantotieto kerätään keskitetysti PLC:llä ja välitetään kosketusnäytölle tallennettavaksi USB-asemaan; PLC ei vaadi viestintää isäntäkoneen kanssa.
5. Näköjärjestelmä kommunikoi PLC:n kanssa RS485-yhteyden kautta tarkastustulosten välittämiseksi.
5. Tuotantoprosessi:
1. Aseta kiinnike manuaalisesti — johon tuote on ladattu — liikuteltavalle alustalle. — 2 s
2. Paina kiinnitysvarmistuspainiketta; ilmapumppu aktivoituu kiinnittääkseen kiinnikkeen. — 1 s
3. Paina Käynnistä-painiketta. — 1 s
4. Alusta liikkuu ensimmäisen hitsauspisteen paikalle. — 2 s
5. Hitsaa ensimmäinen piste, jonka jälkeen siirrytään seuraavaan asemaan (yhteensä 10 pistettä). — 1,5 s × 10 = 12 s
6. Hitsauksen valmistuttua alusta liikkuu visuaalisen tarkastusaseman kohdalle ottaakseen kuvan ja suorittaakseen kuvankäsittelyn. — 2 s
7. Alusta palaa latausasemalle ja vapauttaa kiinnikkeen. — 2 s
8. Arvioitu aika yhden kiinnikkeen erän (yhdelle tuotteelle) valmistumiseen: noin 22 sekuntia. Arvioitu tuotantokapasiteetti: 163 yksikköä tunnissa. Tarvittava henkilökunta: 1 operaattori.
Guangzhou Minder-Hightech Co., Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Kaikki oikeudet pidätetään
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





