
دستگاه جوشکاری نیمهاتوماتیک برای
حسگرهای خودرو حل فنی
۱. نمای کلی
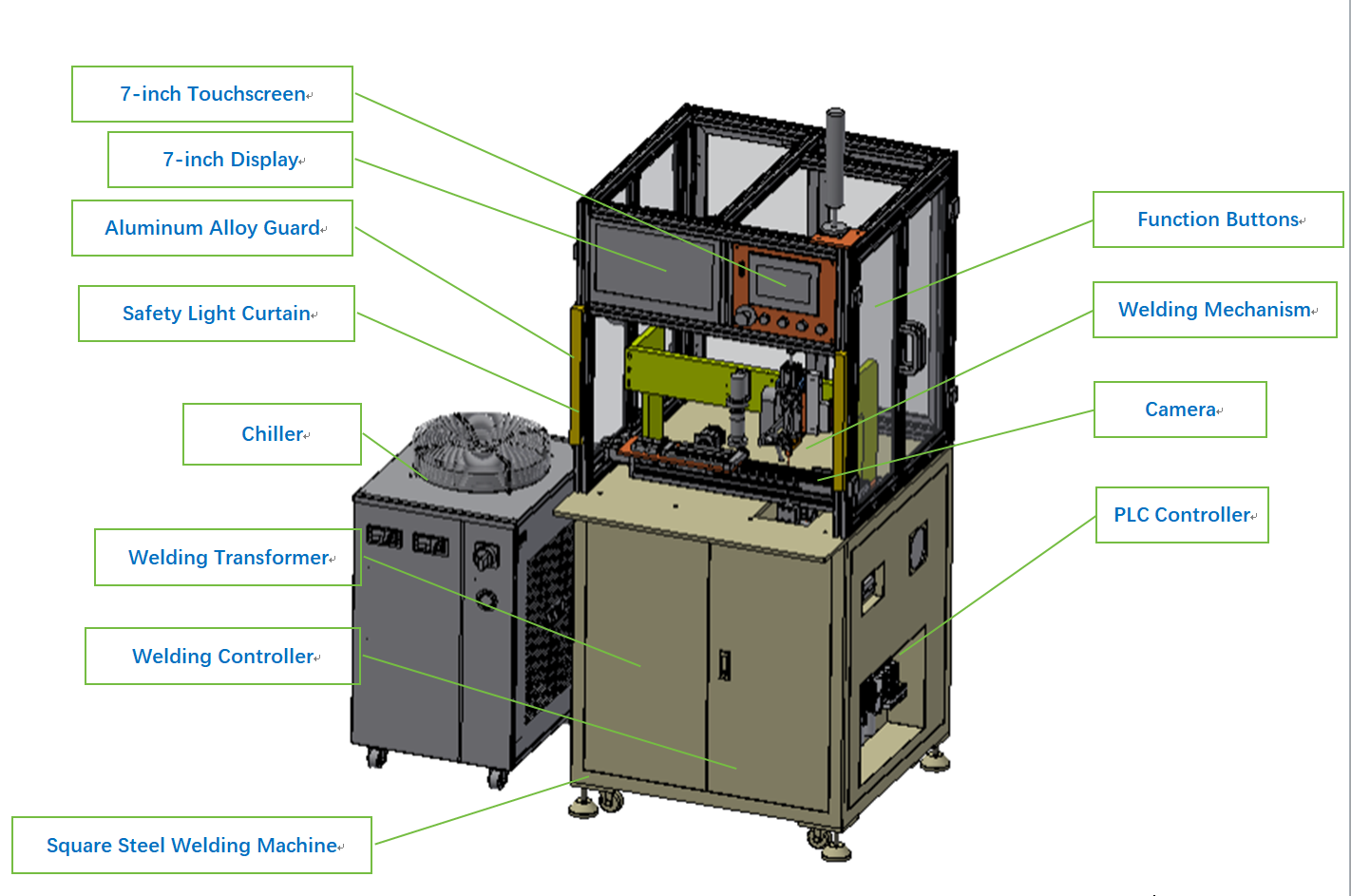
ابعاد کلی: طول ۸۷۰ × عرض ۸۰۰ × ارتفاع ۱۷۰۰ میلیمتر
۲. مکانیزم جوشکاری
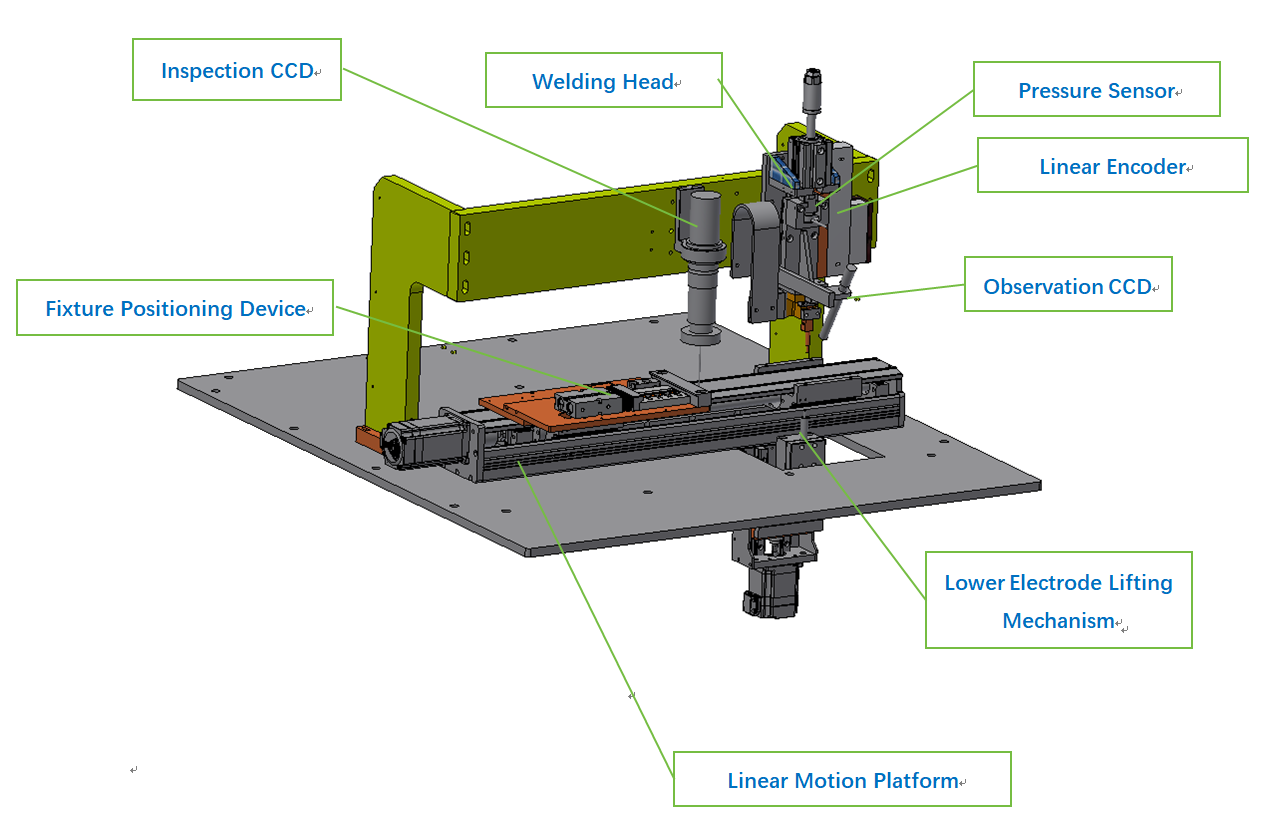
محدوده فشار مکانیزم فنری: تقریباً ۲۰ تا ۱۰۰ نیوتن؛
مسافت حرکت خطی مرحله: تقریباً ۳۵۰ میلیمتر.
۳. فیکسچر قطعه کار:
فیکسچر قطعه کار دارای طراحی قابل تعویض سریع است؛ قطعات بهصورت دستی در فیکسچر قرار داده میشوند و سپس کل فیکسچر بهعنوان یک واحد کامل روی پلتفرم متحرک بارگذاری شده و در موقعیت مناسب قرار میگیرد.
۱ تا ۵ محصول میتوانند همزمان بارگذاری شوند.
قطعات کار با ابعاد متفاوت نیازمند فیکسچرهایی با طراحی اختصاصی هستند.
۴. چارچوب سیستم کنترل
۱. سیگنال فشار جوشکاری توسط یک سنسور فشار نصبشده روی سر جوشکاری خروجی میشود، سپس از طریق یک تقویتکننده سیگنال عبور کرده و وارد PLC میشود تا نمونهبرداری و پردازش دادهها انجام شود.
۲. سیگنال جریان از طریق ارتباط RS485 از کنترلکننده منبع تغذیه به PLC ارسال شده و در آنجا ذخیره میشود.
۳. ارتباط RS485 بین PLC و کنترلکننده منبع تغذیه همچنین امکان پیکربندی پارامترهای جوشکاری را فراهم میکند.
۴. تمام دادههای تولیدی ایجادشده در حین فرآیند جوشکاری توسط PLC بهصورت متمرکز جمعآوری شده و به صفحه لمسی ارسال میشوند تا روی درایو USB ذخیره شوند؛ در این سیستم، PLC نیازی به ارتباط با رایانه اصلی ندارد.
۵. سیستم بینایی از طریق ارتباط RS485 با PLC ارتباط برقرار کرده و نتایج بازرسی را ارسال میکند.
5. فرآیند تولید:
۱. قرار دادن دستی فیکسچر —که محصول در آن بارگذاری شده است— روی پلتفرم متحرک. — ۲ ثانیه
۲. دکمه قفلکننده اهرم را فشار دهید؛ سیلندر پنوماتیک فعال شده و از محکم نگهداشتن فیکسچر اطمینان حاصل میکند. — ۱ ثانیه
۳. دکمه شروع را فشار دهید. — ۱ ثانیه
۴. پلتفرم به موقعیت اولین نقطه جوشکاری حرکت میکند. — ۲ ثانیه
۵. اولین نقطه را جوش دهید، سپس به موقعیت بعدی منتقل شوید (مجموعاً ۱۰ نقطه). — ۱٫۵ ثانیه × ۱۰ = ۱۲ ثانیه
۶. پس از اتمام جوشکاری، پلتفرم به ایستگاه بازرسی بصری منتقل شده و تصویری از قطعه تهیه و پردازش تصویر انجام میشود. — ۲ ثانیه
۷. پلتفرم به ایستگاه بارگذاری بازمیگردد و فیکسچر را آزاد میکند. — ۲ ثانیه
۸. زمان تخمینی برای تکمیل یک دسته فیکسچر (یک محصول): حدود ۲۲ ثانیه. ظرفیت تولید تخمینی: ۱۶۳ واحد در ساعت. نیروی انسانی مورد نیاز: ۱ اپراتور.
گوانگژو میندر-هایتک کو.,لtd.
کپیرایت © شرکت گوانگژو مندر-هایتک، محدود. همه حقوق محفوظ است
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA



