
Полуавтоматска машина за заваривање за
Automobilski senzori Техничко решење
1. у вези са Укупна преводња
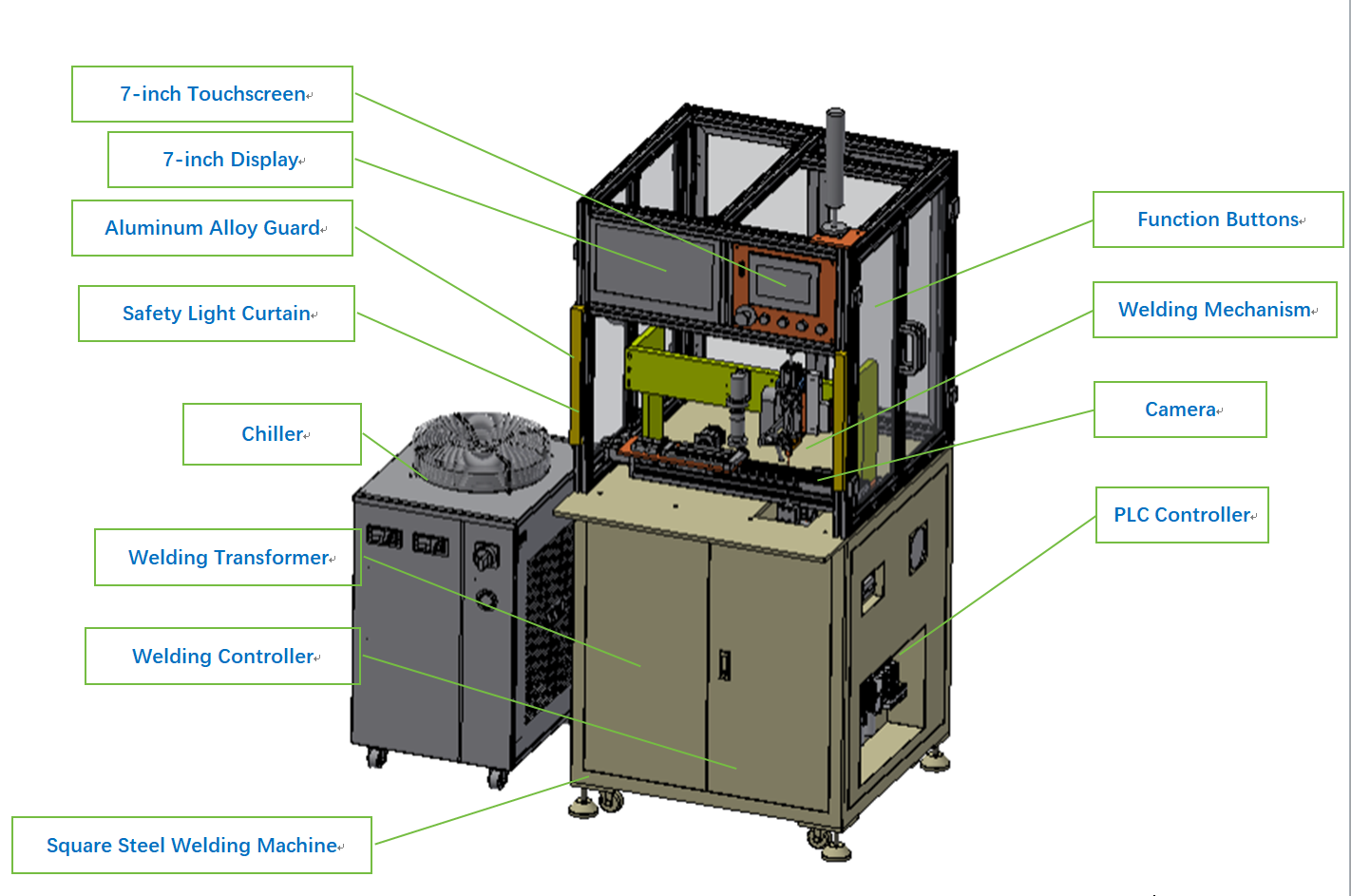
Укупне димензије: Дужина 870 х Ширина 800 х Вишина 1700
2. Уколико је потребно. Механизам за заваривање
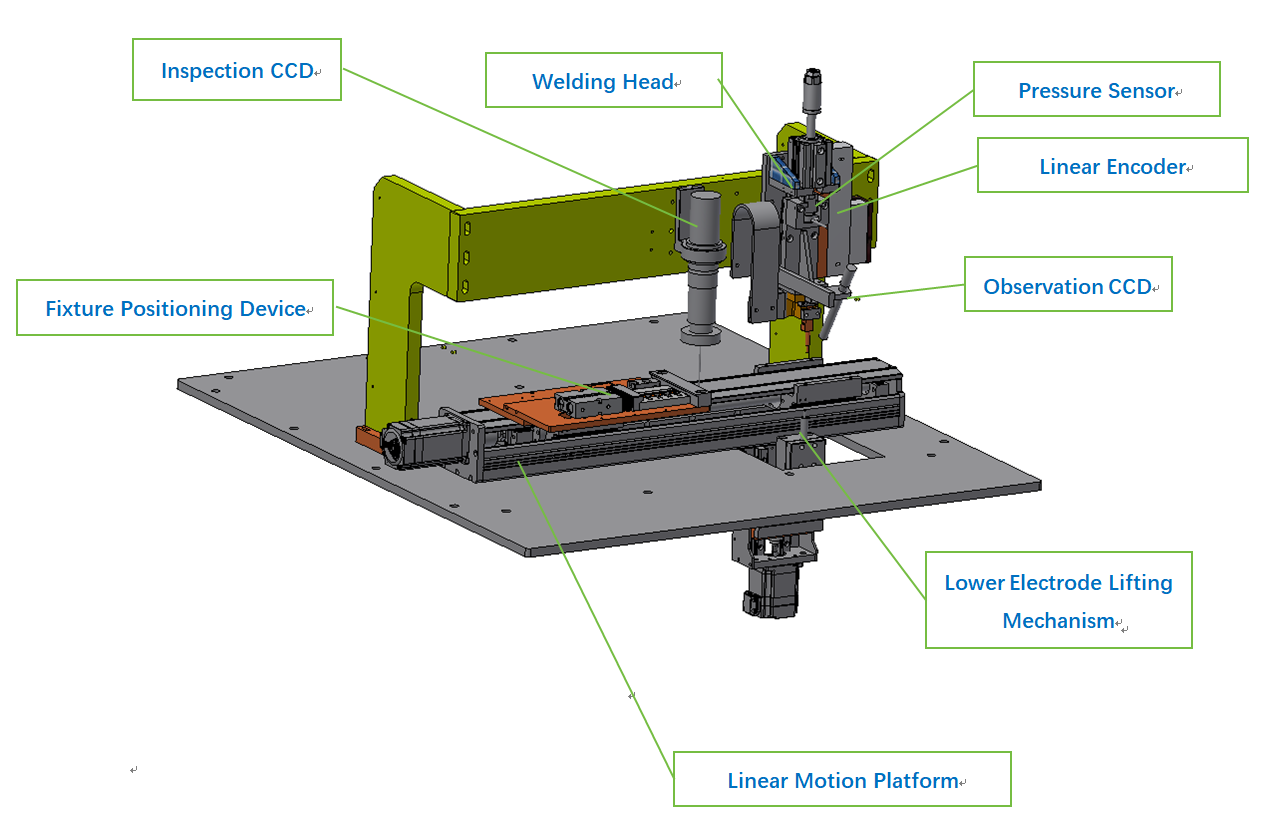
Пролазни механизам: око. 20 100 Н;
Линеарна стадијска прелазак покрета: око. 350 мм.
3. Уколико је потребно. Радни комад
Напрека за радни комад има дизајн за брзу промену; производи се ручно стављају у напреку, која се затим учита као комплетна јединица на мобилну платформу за позиционирање.
одједном се може наплаћивати од 1 до 5 производа.
Радни комади различитих димензија захтевају прилагођене опреме.
4. Уколико је потребно. Окружје система контроле
1. у вези са Сигнал за заваривање се изводи сензором притиска монтиран на заваривачку главу, а затим пролази кроз појачивач сигнала пре него што уђе у ПЛЦ за узоркање и обраду података.
2. Уколико је потребно. Актуелни сигнал се преноси од контролера напајања на ПЛЦ путем РС485 комуникације за складиштење.
3. Уколико је потребно. RS485 комуникацијска веза између ПЛЦ-а и контролера напајања такође олакшава конфигурацију параметара заваривања.
4. Уколико је потребно. Сви производњи подаци генерисани током процеса заваривања централно се прикупљају од стране ПЛЦ-а и преносе на тачскрине за складиштење на USB уређају; ПЛЦ не захтева комуникацију са хост рачунаром.
5. Појам Визија систем комуницира са ПЛЦ-ом путем РС485 за пренос резултата инспекције.
5. Појам Процес производње:
1. у вези са Ручно поставите фикшерство пренаправљен са производомна мобилну платформу. 2с
2. Уколико је потребно. Притисни дугме за блокирање затварача; пневматички цилиндр се активира како би се заткрио фикшер. 1с
3. Уколико је потребно. Покушајте да притиснете дугме за почетак. 1с
4. Уколико је потребно. Платформа се помера у положај прве тачке заваривања. 2с
5. Појам Заварити прву тачку, а затим прећи на следећу позицију (укупно 10 тачака). 1,5 с × 10 = 12 с
6. Уколико је потребно. Након завршетка заваривања, платформа се помера на станицу за визуелну инспекцију како би ухватила слику и извршила обраду слике. 2с
7. Платформа се враћа на станицу за учитавање и ослобађа фиксту. 2с
8. Уколико је потребно Процењено време за завршетак једне партије наклона (једног производа): око 22 секунде. Процењени производњи: 163 јединице на сат. Потребно особље: 1 оператер.
Гуангцоу Миндер-Хигтек Цо, Лтд.
Copyright © Гуангзхоу Миндер-Хигхетх Цо., Лтд. Сва права су резервисана
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





