
Halfautomatische lasmachine voor
Autosensoren Technische oplossing
1. Algemene weergave
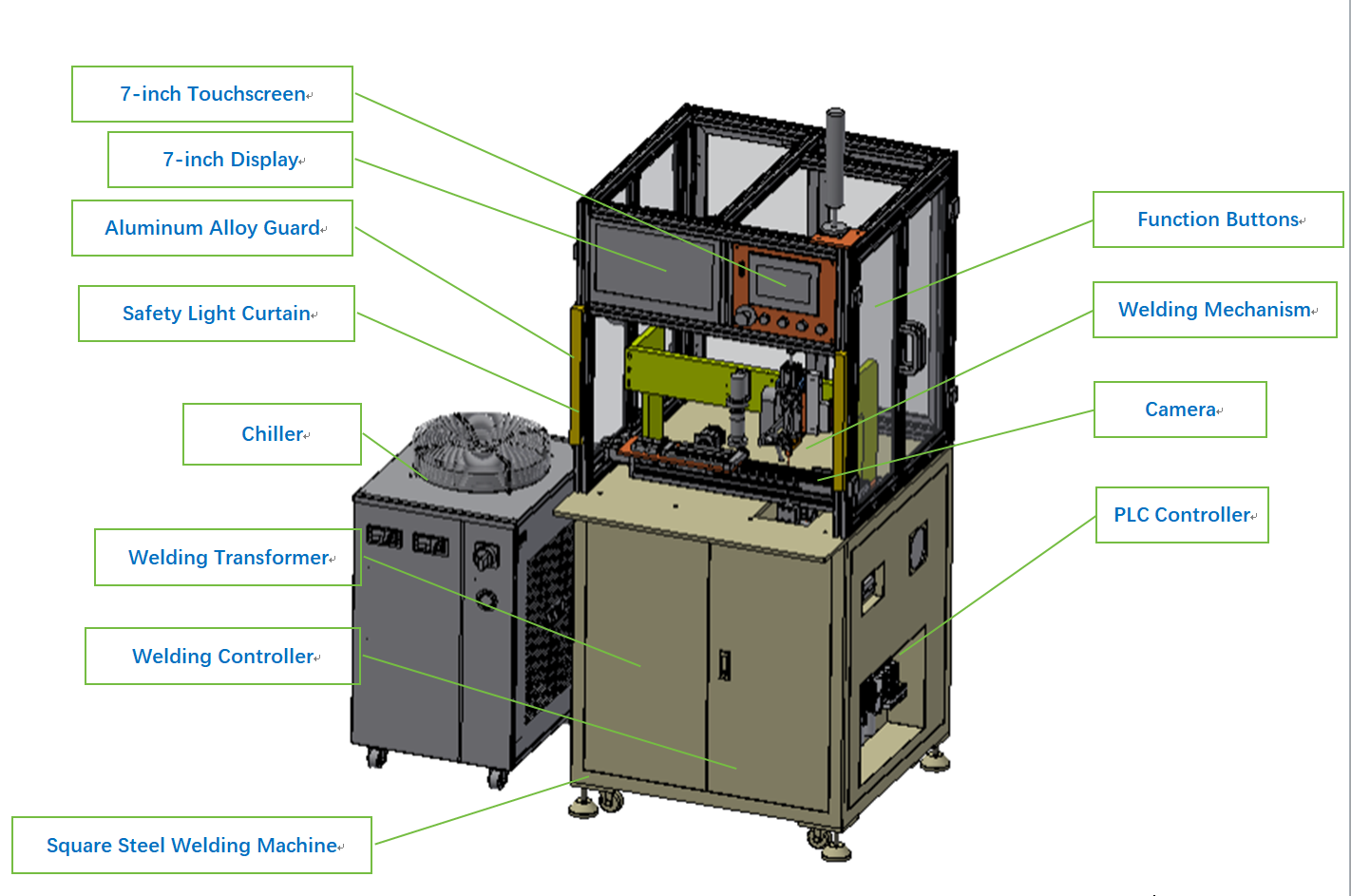
Buitenafmetingen: lengte 870 × breedte 800 × hoogte 1700
2. Lasmechanisme
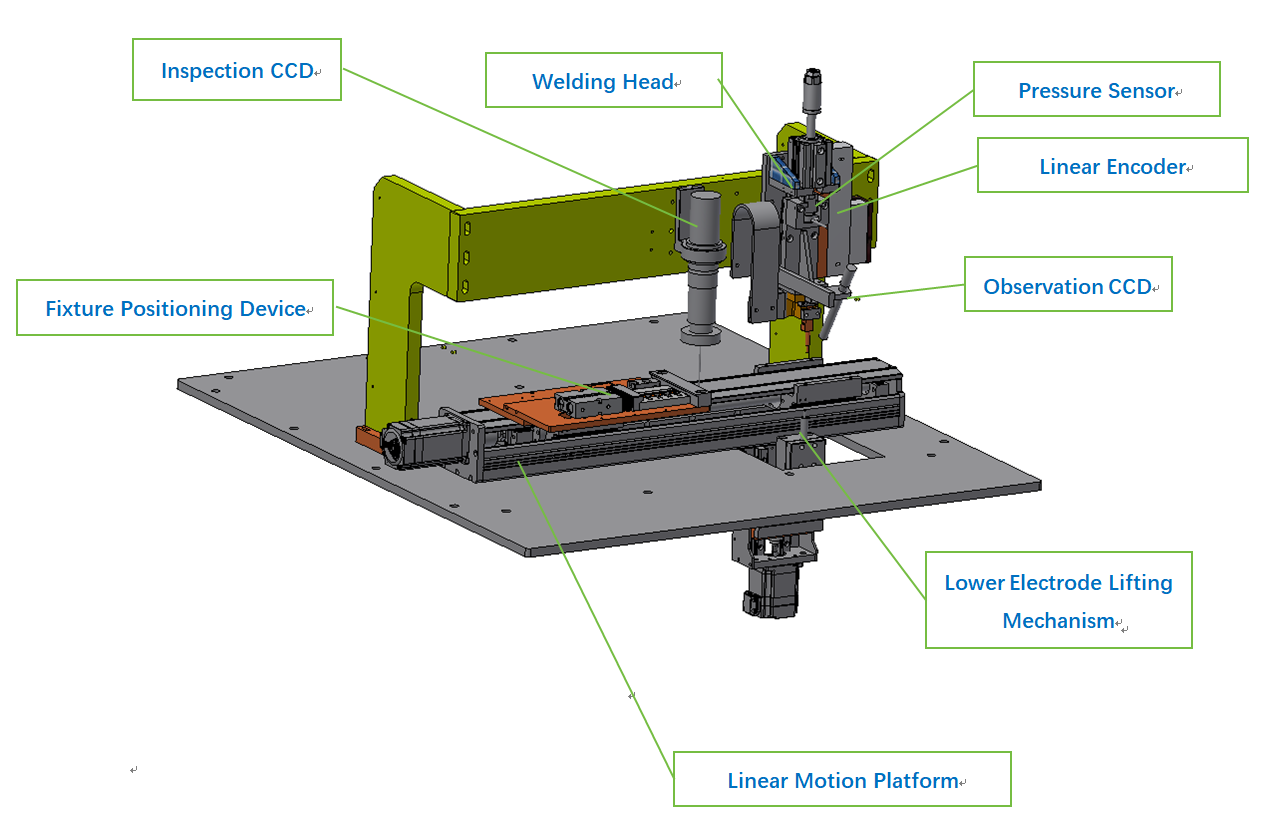
Veerbelast mechanisme drukbereik: ca. 20 –100 N;
Reisafstand lineaire bewegingsfase: ca. 350 mm.
3. Werkstukhouder:
De werkstukhouder is uitgerust met een snelle-wisselconstructie; de producten worden handmatig in de houder geplaatst, waarna de houder als geheel op het mobiele platform wordt geladen voor positionering.
1 tot 5 producten kunnen tegelijkertijd worden geladen.
Werkstukken met verschillende afmetingen vereisen op maat gemaakte spanmiddelen.
4. Besturingssysteemarchitectuur
1. Het lasdruksignaal wordt uitgevoerd door een druksensor die is gemonteerd op het laspunt, waarna het via een signaalversterker naar de PLC gaat voor bemonstering en gegevensverwerking.
2. Het stroomsignaal wordt via RS485-communicatie van de voedingcontroller naar de PLC verzonden voor opslag.
3. De RS485-communicatieverbinding tussen de PLC en de voedingcontroller ondersteunt ook de configuratie van lasparameters.
4. Alle productiegegevens die tijdens het lasproces worden gegenereerd, worden centraal verzameld door de PLC en naar het touchscreen doorgestuurd om op een USB-stick te worden opgeslagen; de PLC hoeft niet met een hostcomputer te communiceren.
5. Het vision-systeem communiceert via RS485 met de PLC om inspectieresultaten door te geven.
5. Productieproces:
1. Plaats het spanmiddel handmatig —beladen met het product—op het mobiele platform. — 2 s
2. Druk op de knop voor het vergrendelen van de klem; de pneumatische cilinder wordt geactiveerd om de fixture vast te zetten. — 1 s
3. Druk op de startknop. — 1 s
4. Het platform beweegt naar de positie van het eerste laspunt. — 2 s
5. Las het eerste punt, vervolgens verplaatst het platform zich naar de volgende positie (totaal 10 punten). — 1,5 s × 10 = 12 s
6. Na voltooiing van het lassen beweegt het platform naar de visuele inspectiestation om een afbeelding te maken en beeldverwerking uit te voeren. — 2 s
7. Het platform keert terug naar het laadstation en ontgrendelt de fixture. — 2 s
8. Geschatte tijd om één batch fixtures (één product) te voltooien: ongeveer 22 seconden. Geschatte productiecapaciteit: 163 eenheden per uur. Benodigd personeel: 1 operator.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. Alle rechten voorbehouden
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





