
Полуавтоматична заваръчна машина за
Сензори за автомобилния сектор Техническо решение
1. Обща изгледна представа
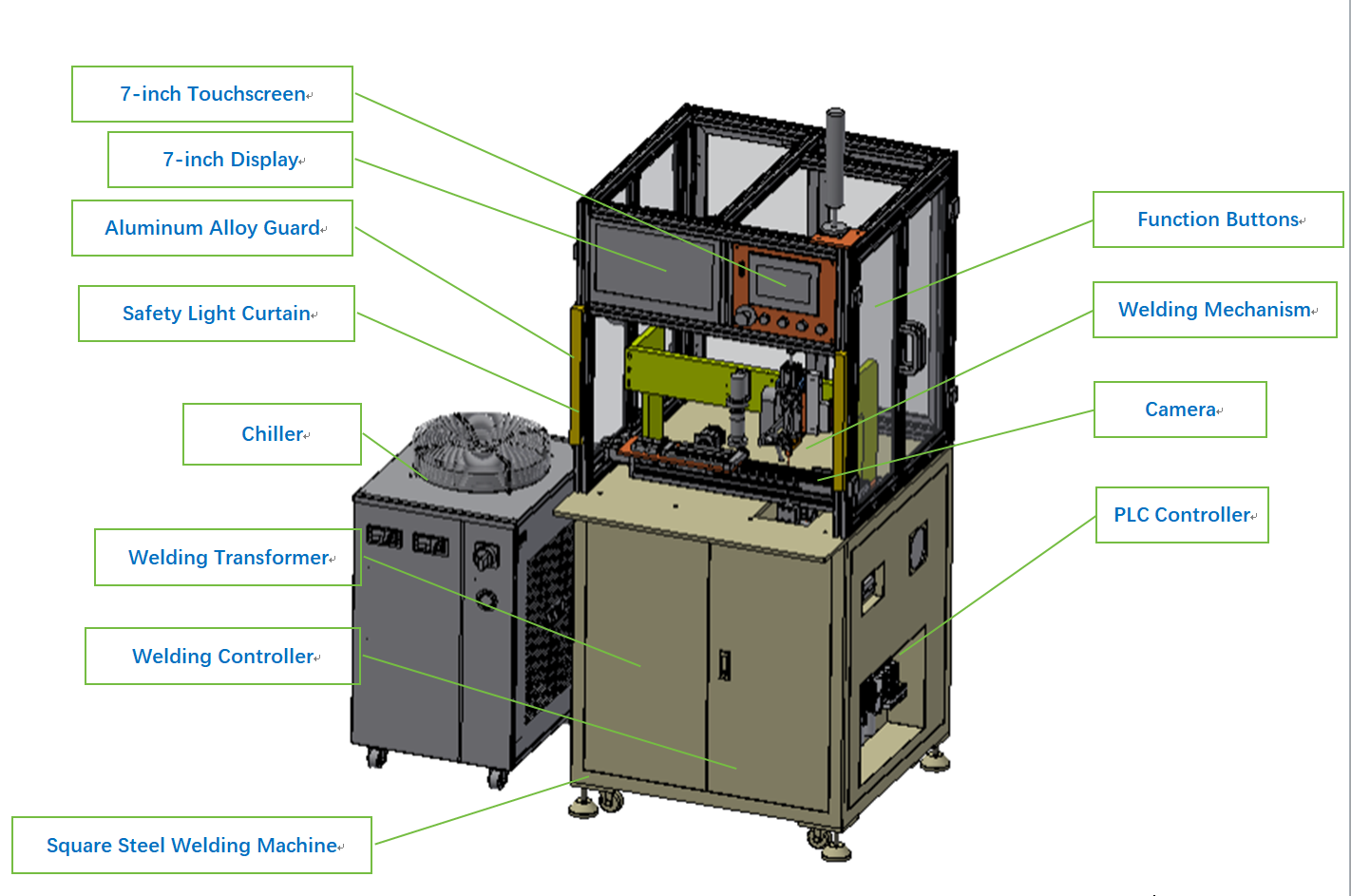
Общи размери: дължина 870 × ширина 800 × височина 1700
2. Заваръчен механизъм
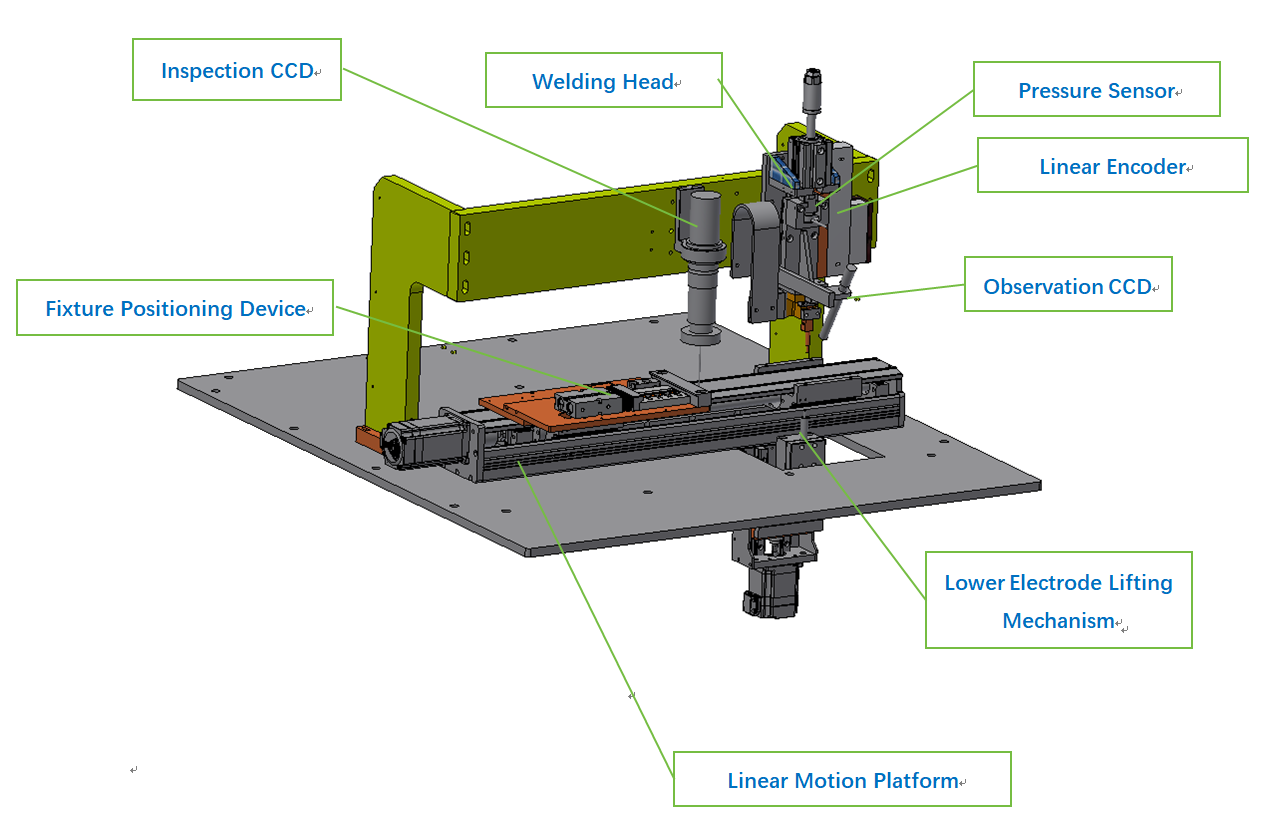
Диапазон на налягането на пружинно натоварения механизъм: приблизително 20 –100 N;
Ход на линейната подвижна ступица: приблизително 350 mm.
3. Приспособление за фиксиране на детайла:
Приспособлението за фиксиране на детайла има конструкция с бързо сменяеми елементи; детайлите се поставят ръчно в приспособлението, което след това се зарежда като цялостна единица върху подвижната платформа за позициониране.
едновременно могат да се зареждат от 1 до 5 продукта.
Работните части с различни размери изискват специално проектирани приспособления.
4. Архитектура на системата за управление
1. Сигналът за заваръчно налягане се генерира от датчик за налягане, монтиран на заваръчната глава, след което минава през усилвател на сигнал, преди да постъпи в ПЛК за пробоотбор и обработка на данни.
2. Токовият сигнал се предава от контролера на захранването към ПЛК чрез RS485 комуникация за съхранение.
3. Връзката за RS485 комуникация между ПЛК и контролера на захранването осигурява също така конфигурирането на заваръчните параметри.
4. Всички производствени данни, генерирани по време на заваръчния процес, се събират централизирано от ПЛК и се предават към сензорния екран за съхранение на USB устройство; ПЛК не изисква комуникация с главен компютър.
5. Визионната система комуникира с ПЛК чрез RS485, за да предава резултатите от инспекцията.
5. Производствен процес:
1. Ръчно поставяне на приспособлението — натоварен с продукта — върху мобилната платформа. — 2 сек.
2. Натиснете бутона за заключване на стиската; пневматичният цилиндър се активира, за да закрепи фиксатора. — 1 сек.
3. Натиснете бутона „Старт“. — 1 сек.
4. Платформата се придвижва до позицията на първата точка за заваряване. — 2 сек.
5. Заварете първата точка, след което се преместете към следващата позиция (общо 10 точки). — 1,5 сек. × 10 = 12 сек.
6. След завършване на заваряването платформата се придвижва до станцията за визуална инспекция, за да направи снимка и извърши обработка на изображението. — 2 сек.
7. Платформата се връща в станцията за натоварване и освобождава фиксатора. — 2 сек.
8. Приблизително време за завършване на една партида фиксатури (един продукт): около 22 секунди. Приблизителна производствена мощност: 163 бройки на час. Необходим персонал: 1 оператор.
Guangzhou Minder-Hightech Co.,Ltd.
Copyright © Guangzhou Minder-Hightech Co.,Ltd. All Rights Reserved
 EN
EN AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA





